
Introduction

Automotive and railway engineers demand extreme weight reduction continuously. Heavy metal vehicle chassis consume massive amounts of electrical battery power. Electric vehicle ranges plummet when engineers utilize heavy solid steel frames. You must eliminate excess structural dead-load immediately to optimize energy efficiency. Procuring a precision custom industrial aluminum profile solves this massive kinetic bottleneck completely. Aluminum provides an exceptional strength-to-weight ratio for modern transportation infrastructure. Engineers deploy these lightweight extrusions across vast electric vehicle platforms and high-speed rail coaches.
Generic structural steel fabricators completely misunderstand modern automotive aerodynamics and mass inertia. They supply heavy, welded iron beams that rust rapidly in harsh environments. These substandard steel frames suffer from severe weight penalties constantly. High vehicle mass increases braking distances dangerously and destroys tire tread life. This structural inefficiency ruins your entire electric vehicle performance metrics instantly. You must eliminate this archaic heavy-metal architecture entirely.
You must upgrade your structural supply chain immediately. Partner directly with an elite Original Equipment Manufacturer (OEM) that executes advanced metallurgical aluminum extrusion. This technical guide deconstructs the exact physics of geometric weight reduction. We analyze the complex internal hollow chambers required for absolute rigidity. We reveal how our advanced heavy-tonnage extrusion facilities guarantee absolute structural resilience. We provide the ultimate lightweight framing solutions for your demanding engineering projects.
Structural Rigidity & Weight Reduction Physics
Structural physics dictate mechanical chassis performance absolutely. Engineers must span wide distances with zero center sagging. The metal frame provides the sole structural backbone for heavy battery packs. We engineer these aluminum profiles to maximize rigidity while shedding physical mass.
Maximizing the Strength-to-Weight Ratio
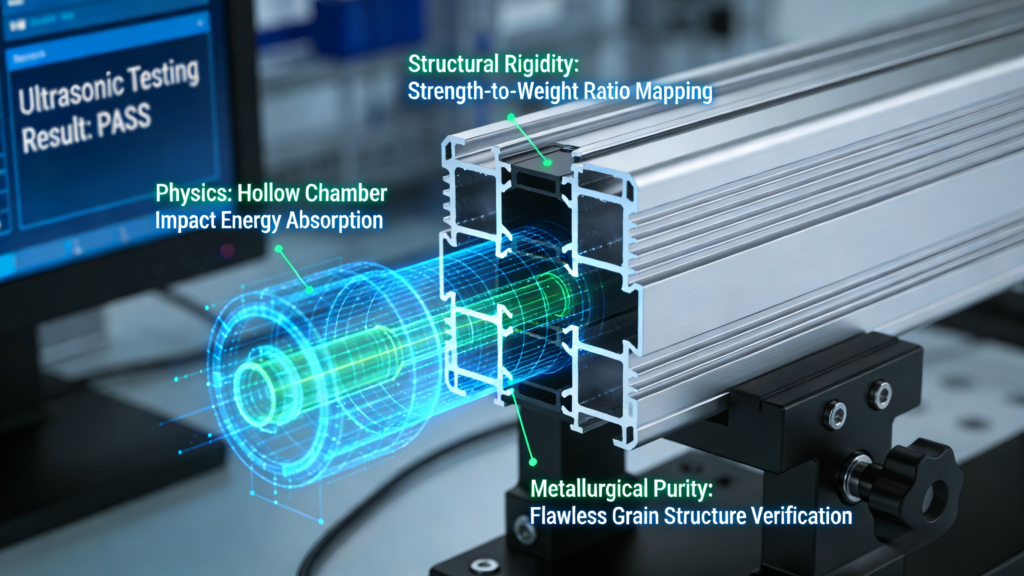
Engineers evaluate materials using the critical strength-to-weight ratio metric. Steel provides high tensile strength but imposes a massive density penalty. Aluminum possesses roughly one-third the physical density of carbon steel. However, through precise alloy chemistry and T6 artificial aging, aluminum achieves incredible strength. We match the structural yield strength of mild steel easily. You secure a chassis component that performs identically but weighs 60% less. You deploy flawless structural aluminum profiles across your entire engineering platform.
Designing Hollow Chamber Profiles
Solid metal bars waste expensive raw material and add unnecessary dead-weight. Engineers push material mass away from the central neutral axis mathematically. We utilize complex porthole extrusion dies to create multi-chamber hollow profiles. These internal hollow chambers exponentially increase the geometric moment of inertia. A hollow rectangular aluminum tube resists bending forces vastly better than a solid bar. We optimize the internal web thicknesses to prevent wall buckling under extreme loads. You achieve maximum structural stiffness using the absolute minimum amount of raw metal.
Absorbing Kinetic Impact Energy
Automotive chassis frames must protect human occupants during violent high-speed collisions. Stiff, brittle metals shatter instantly, transferring deadly kinetic shockwaves directly into the cabin. We engineer specialized aluminum crash boxes utilizing specific 6000-series alloy tempers. These specific tempers allow the aluminum to fold and crumple predictably during an impact. The folding metal absorbs and dissipates the massive kinetic collision energy safely. We guarantee your electric vehicle frames meet strict international crash safety standards perfectly.
Heavy-Tonnage Extrusion Presses in Taizhou
Furthermore, extruding massive structural profiles requires immense geographic manufacturing infrastructure constantly. Taizhou provides this exact high-tonnage mechanical ecosystem perfectly for global engineers. Consequently, we leverage local heavy industrial foundries daily without external delays. Therefore, we execute continuous large-profile extrusion operations rapidly. Moreover, this centralized heavy industrial hub eliminates third-party logistical friction completely. Thus, we deliver pure structural reliability directly to your remote automotive assembly plants.
Operating 1000+ Ton Presses
Furthermore, pushing hard structural aluminum alloys through complex dies demands unimaginable hydraulic force. Standard commercial extrusion presses stall completely when attempting these massive industrial profiles. Therefore, our Taizhou facility operates massive 2,000-ton and 3,000-ton hydraulic extrusion presses. Consequently, we force massive 6061 and 6082 aluminum billets through hardened steel dies effortlessly. Thus, the solid metal structure forms perfectly without internal stress fractures. Moreover, this immense pressure guarantees flawless execution of your proprietary EV aluminum extrusion designs.
Extruding Large Cross-Sections
Consequently, railway coaches and heavy transport trucks require incredibly wide, continuous structural panels. You cannot weld dozens of small profiles together safely due to severe heat distortion. Therefore, we utilize our heavy-tonnage presses to extrude massive single-piece cross-sections. Consequently, we eliminate longitudinal weld seams completely across the vehicle floor. Thus, the finished single-piece profile exhibits far superior structural integrity and waterproof properties. Moreover, this eliminates costly secondary robotic welding processes entirely.
Guaranteeing Metallurgical Purity
Moreover, massive structural failures originate from microscopic internal metal impurities. Therefore, we operate advanced degassing and filtration equipment during the billet casting phase. Consequently, we remove harmful hydrogen gas and non-metallic oxide inclusions completely. Thus, we guarantee every single extruded profile maintains absolute metallurgical purity. We operate as the premier global provider of high-strength aluminum alloy components for the demanding transportation industry.
Comparison Matrix: Structural Frame Materials
Mechanical engineers evaluate tensile strength, physical density, and capital tooling costs constantly. They analyze comparative metallurgical data to optimize large-scale robotic and automotive systems. The following matrix contrasts core structural materials based on assembly speed, total weight, and manufacturing cost:
| Material Substrate | Physical Weight & Dead-Load Impact | Capital Cost & Tooling Investment | Assembly Speed & T-Slot Modularity |
| Extruded Aluminum (6061-T6) | Lightweight. Drastically reduces mass inertia in moving gantries and vastly extends the battery range in electric vehicles. | Moderate. Steel extrusion dies are highly economical. Enables rapid prototyping and cost-effective iteration of complex hollow geometries. | Extremely Fast. Profiles integrate seamlessly with modular T-slot nuts and bolts. Eliminates slow robotic welding entirely. |
| Welded Structural Steel | Extremely Heavy. Imposes massive dead-load penalties on transportation chassis. Drastically increases required motor torque and energy consumption. | Low. Standard steel I-beams and square tubes are cheap commodities. However, custom shapes require expensive rolling mills. | Very Slow. Requires intense edge beveling, skilled robotic MIG/TIG welding, thermal stress relief, and post-weld rust prevention painting. |
| Carbon Fiber Composites | Ultra Lightweight. Offers the absolute best strength-to-weight ratio available. Used heavily in elite aerospace and hypercar chassis. | Astronomical. Requires incredibly expensive custom carbon molds, vacuum bagging equipment, and massive high-pressure curing autoclaves. | Very Slow. Resin curing takes significant time. You cannot easily drill, tap, or modify the chassis in the field without destroying structural integrity. |
CNC Machining and Modular Assembly
Executing a flawless structural chassis requires advanced mechanical joinery systems. Raw extruded beams cannot simply stack together securely without precise mechanical interfaces. We must machine highly calibrated mounting points into the aluminum profiles. We engineer these interfaces to lock heavy structural components together perfectly. We eliminate dangerous chassis flexing and vibration loosening across your entire vehicle.
Integrating T-Slot Geometry
Traditional steel frames force engineers to weld every single joint permanently. This prevents future modifications and requires destructive cutting to replace damaged chassis sections. We integrate precision T-slot tracks directly into the exterior faces of our aluminum extrusions. Technicians slide specialized locking nuts directly into these continuous channels. This creates an infinitely adjustable, heavy-duty mechanical mounting point anywhere along the beam. We supply flawless modular T-slot framing for rapid factory automation builds.
Precision Cutting for Chassis Building
Structural joints demand perfect geometric contact to transfer heavy kinetic loads safely. A jagged or angled cut creates microscopic gaps between the mating aluminum profiles. These gaps cause severe stress concentrators and eventual bolt failure under heavy vibration. We operate massive automated CNC circular saws in our Taizhou facility. We mass-cut the heavy aluminum profiles to your exact lengths with absolute 90-degree perpendicularity. This extreme precision guarantees perfect load distribution across the entire mechanical joint.
Robotic Welding Preparation
Certain extreme-duty automotive chassis components still require permanent structural welding. Aluminum oxide melts at a vastly higher temperature than the base aluminum metal. This oxide layer ruins TIG weld pool penetration completely. We utilize 5-axis CNC machining centers to bevel the extrusion edges perfectly. We physically cut away the oxide layer immediately prior to the welding phase. We guarantee your automated robotic welders achieve absolute, deep-penetration structural fusion safely.
Frequently Asked Questions (FAQ)
1. What is the maximum extrudable length for your industrial profiles?
We seamlessly extrude long-span structural profiles up to 6 meters (roughly 20 feet) in length. This standard length optimizes loading inside a standard 20-foot shipping container perfectly. For specialized rail-coach applications, we can negotiate longer continuous extrusions, depending entirely on your international freight forwarder’s heavy cargo capabilities.
2. Who owns the custom H13 steel extrusion die after production?
You retain absolute, exclusive ownership of your proprietary extrusion die. You pay a one-time non-recurring engineering (NRE) tooling fee to cut the steel mold. We securely store and maintain this die inside our climate-controlled Taizhou facility. We guarantee we will never utilize your proprietary die to manufacture profiles for competing brands.
3. Do you perform ultrasonic testing to detect internal extrusion flaws?
Yes. For mission-critical automotive and aerospace structural profiles, we deploy advanced non-destructive testing (NDT) protocols. Technicians sweep the extrusions using high-frequency ultrasonic equipment. This technology mathematically detects microscopic internal voids, hidden weld-seam fractures, or dangerous metallurgical inclusions before the parts ever leave our factory floor.
4. What temper do you recommend for high-stress structural applications?
We strongly recommend the T6 artificial aging temper for maximum tensile strength. We bake the 6061 or 6082 alloys in specialized ovens to precipitate internal hardening compounds perfectly. If your assembly process requires severe post-extrusion bending or forming, we recommend a softer T4 temper to prevent the aluminum from fracturing during the mechanical pressing phase.
5. Can you anodize massive 6-meter long structural profiles?
Absolutely. We operate massive, industrial-scale electrochemical anodizing vats. We completely submerge the full 6-meter profiles to grow a protective, hard aluminum oxide layer. This prevents surface oxidation and protects the structural frame from corrosive road salts and harsh industrial chemical environments perfectly.
6. What is the standard Minimum Order Quantity (MOQ) for a custom structural profile?
Because setting up heavy-tonnage hydraulic presses requires significant thermal and mechanical preparation, our standard MOQ typically starts at 500 kilograms per custom die. This volume ensures the massive machinery operates efficiently and absorbs the initial thermodynamic setup costs. We always provide small metallurgical test samples for your engineering approval first.
Conclusion
The mechanical reality within the global industrial engineering market remains irrefutable. Excess structural weight destroys energy efficiency and vehicle performance instantly. You must source your lightweight structural components from a highly verified custom aluminum extrusion China factory. We engineer perfect mounting profiles that guarantee absolute kinetic and structural reliability against severe mechanical stress. By migrating your procurement to our facility, you acquire flawless geometric stability.
Partner with an elite industrial aluminum profile manufacturer today to eliminate dead-weight penalties forever. We deliver precision manufacturing directly from our high-tonnage foundries in Taizhou. Secure your bulk extrusion orders with our expert mechanical engineers. Upgrade your electric vehicle chassis with premium, high-strength aluminum structures. Contact our aluminum extrusion service team and revolutionize your global automotive supply chain now.