Introduction
Modern robotic assembly lines deploy hundreds of pneumatic actuators simultaneously. Engineers must manage these complex compressed air networks perfectly. Traditional spaghetti-style polyurethane tubing creates catastrophic maintenance nightmares continuously. Thousands of loose external hoses tangle together across the factory floor. You must centralize your fluid distribution infrastructure immediately to maintain operational uptime. Procuring a precision aluminum manifold block solves this chaotic mechanical bottleneck flawlessly. Centralized blocks route high-pressure air through solid metal internal galleries. They eliminate fragile external hoses and vulnerable plastic push-to-connect fittings entirely.
Generic hardware distributors completely misunderstand fluid dynamics and internal pressure containment. They supply cheap, porous metal blocks cast from inferior scrap aluminum alloys. These substandard bases suffer from severe microscopic internal porosity continuously. High-pressure air bleeds right through the microscopic metal walls invisibly. This internal pressure loss starves your robotic pneumatic cylinders of kinetic force. Your automated machinery stalls randomly, destroying millions of dollars in production efficiency. You must eliminate this hidden structural vulnerability entirely.
You must upgrade your fluid power supply chain immediately. Partner directly with an elite Original Equipment Manufacturer (OEM) that executes advanced metallurgical processing. This technical guide deconstructs the exact physics of CNC deep-hole fluid channeling. We analyze the strict threading tolerances required for absolute leak prevention. We reveal how our advanced extrusion facilities guarantee absolute structural resilience. We provide the ultimate CNC pneumatic valve base for your demanding automation projects.
Internal Channeling & CNC Deep-Hole Drilling
Fluid dynamics dictate robotic actuator response times absolutely. Engineers must route high-velocity compressed air with zero flow restriction. The solid metal base provides the sole internal pathway for this pneumatic energy. We engineer these internal channels to eliminate aerodynamic drag entirely.
Multi-Station Valve Mounting
Engineers mount multiple directional control solenoid valves directly onto a single solid base. This centralized location eliminates dozens of external hose fittings instantly. Fewer physical fittings drastically reduce potential leak points across the entire factory floor. We mill ultra-flat mounting surfaces on the top face of the block. A flat surface guarantees the rubber valve gaskets compress perfectly against the metal. This mechanical compression seals the high-pressure air interface flawlessly. You secure absolute pneumatic integrity during severe multi-valve sequencing operations.
Drilling Parallel Fluid Channels
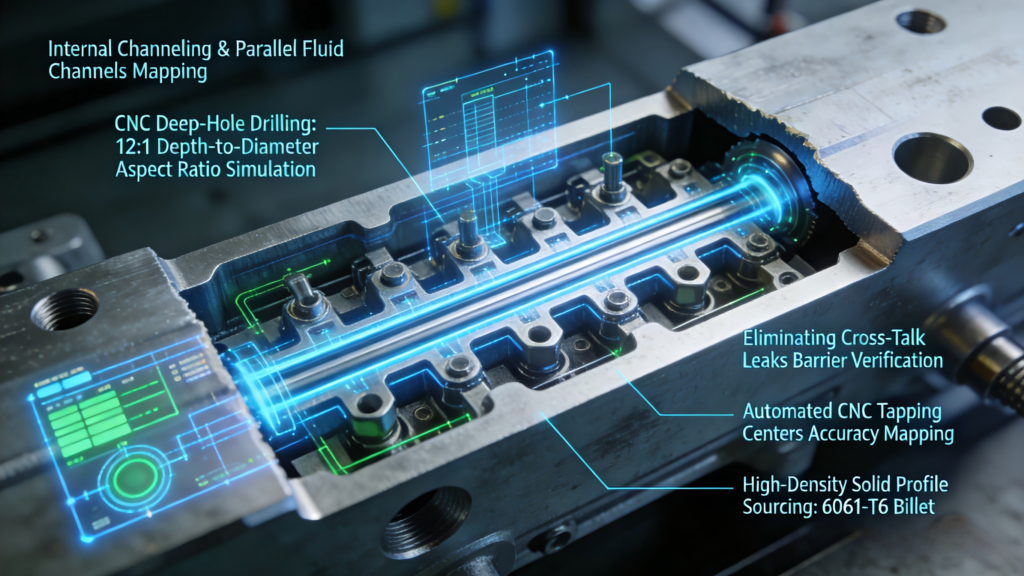
CNC machines bore deep internal galleries directly inside the solid metal billet. Engineers drill primary supply and exhaust channels perfectly parallel to each other. Standard drill bits wander and snap when machining deep holes in solid metal. We utilize specialized high-speed gun-drilling techniques instead. High-pressure coolant blasts directly through the center of the spinning drill bit. This fluid pressure evacuates sharp metal chips backward out of the hole perfectly. The resulting internal channel features incredibly smooth, mirror-like metal walls. Smooth internal walls eliminate fluid turbulence and aerodynamic pressure drops entirely.
Eliminating Cross-Talk Leaks
Independent fluid channels must never intersect accidentally inside the metal body. A microscopic internal fracture causes high-pressure air to bleed across adjacent stations. Engineers call this severe mechanical failure pneumatic cross-talk. Cross-talk triggers robotic actuators randomly, creating catastrophic safety hazards for human operators. We inspect every internal gallery using advanced ultrasonic non-destructive testing equipment. This guarantees zero cross-talk between independent solenoid valve stations. We deliver a flawless extruded manifold profile that isolates pneumatic circuits perfectly.
Solid Bar Extrusion Capabilities in Zhejiang
Furthermore, heavy industrial manufacturing requires massive geographic infrastructure constantly. Taizhou provides this exact mechanical ecosystem perfectly for global engineering firms. Consequently, we leverage local high-tonnage foundries daily without external delays. Therefore, we execute continuous solid bar extrusion operations rapidly. Moreover, this centralized hub eliminates third-party logistical friction completely. Thus, we deliver pure structural reliability directly to your remote automation integration sites.
Extruding High-Density Solid Profiles
Furthermore, fluid power manufacturing demands absolute internal metal density constantly. We extrude solid rectangular billets using premium 6061 or 6063 aluminum alloys. Consequently, this intense hydraulic extrusion pressure eliminates internal microscopic air pockets entirely. Thus, the solid metal structure withstands extreme pneumatic burst pressures safely. Moreover, this high density provides exceptional mechanical strength for heavy valve mounting. Therefore, you receive a structurally perfect component directly from our Taizhou extrusion presses.
Managing Thermal Deformation
Consequently, high-speed deep-hole drilling generates immense kinetic heat inside the aluminum block. This trapped thermal energy attempts to warp the long metal structure severely. Therefore, we utilize high-pressure synthetic coolants during the entire CNC machining process. Consequently, we maintain absolute dimensional stability across the entire multi-station block length. Thus, the finished base remains mathematically flat from end to end. Moreover, this prevents the block from bending when technicians bolt it to the machine frame.
Automated CNC Tapping Centers
Moreover, complex fluid distribution requires hundreds of precision threaded ports. Therefore, we operate advanced multi-axis CNC tapping centers across our factory floor. Consequently, we thread dozens of metal blocks simultaneously with perfect mechanical repetition. Thus, we guarantee every single port thread engages brass air fittings flawlessly. We operate as the premier provider of custom pneumatic busbar components for the global robotics industry.
Comparison Matrix: Manifold Base Materials
Mechanical engineers evaluate burst pressures, material density, and machining speeds constantly. They analyze comparative metallurgical data to optimize automated robotic systems. The following matrix contrasts core fluid power materials based on machining efficiency, burst strength, and total weight:
| Material Substrate | Machining Speed & Thread Quality | Burst Pressure & Fluid Containment | Physical Weight & Automation Impact |
| Extruded Aluminum (6061-T6) | Exceptionally Fast. Aluminum machines beautifully, producing ultra-clean internal threads. It drastically reduces tool wear and CNC cycle times. | High. Custom wall thicknesses easily sustain standard 10 Bar (150 PSI) pneumatic operating pressures. Handles light hydraulic duty flawlessly. | Lightweight. Rapidly accelerates in moving robotic arms. Does not add excessive mass inertia to the mounting chassis. |
| Cast Iron Blocks | Slow. Cast iron wears down CNC cutting tools rapidly. Threading operations require intense coolant lubrication to prevent tool snapping. | Supreme. Withstands extreme 5000+ PSI hydraulic pressures effortlessly. Used primarily in heavy-duty construction equipment fluid power applications. | Extremely Heavy. Drastically increases the dead-load on industrial machinery. Slows down manual installation during vast factory deployments. |
| Modular Plastic Bases | Very Fast. Plastic molds quickly. However, cutting internal threads into plastic yields weak joints that strip easily under wrench torque. | Low. Plastic deforms and balloons under severe kinetic pressure spikes. Cannot safely contain heavy industrial air supply pressures. | Ultra Lightweight. Reduces shipping costs significantly but fails to provide the necessary sheer strength for heavy solenoid valve mounting. |
Threading Tolerances & Port Configurations
Executing a flawless pneumatic connection requires advanced thread geometry. Raw drilled holes cannot grip high-pressure brass air fittings securely. We must machine highly calibrated internal threads into the aluminum ports. We engineer these threaded interfaces to lock pressurized air inside the system perfectly. We eliminate dangerous hissing air leaks across your entire factory.
Calibrating NPT and BSPT Threads
Global pneumatic fittings utilize specialized tapered thread standards exclusively. Standard straight threads bottom out without forming a fluid-tight mechanical seal. Tapered threads, like NPT (National Pipe Taper) and BSPT, wedge together tightly. As technicians turn the fitting, the metal threads crush against each other. This physical interference creates an absolute mechanical fluid seal. We machine these complex tapered threads with sub-millimeter gauge accuracy. You secure absolute global compatibility for your regional pneumatic infrastructure.
Preventing Thread Stripping
Technicians apply immense physical torque when installing heavy brass air fittings. Soft, untreated aluminum threads strip easily under this extreme wrench torque. Stripped threads ruin the entire expensive metal block instantly. We solve this by controlling the extrusion temper strictly. We execute rigorous T6 precipitation hardening on the aluminum billets. This tempering maximizes the Rockwell hardness of the internal metal threads. Our robust threads withstand aggressive industrial installation torque perfectly.
Applying Chemical Sealants
Even mathematically perfect metal threads contain microscopic spiral leak paths. Engineers must block these tiny spiral gaps to prevent high-pressure air bleeding. Technicians apply anaerobic chemical liquid sealants or Teflon tape to the brass fitting threads. We engineer a precise 45-degree chamfer at the top of every threaded port. This smooth chamfer guides the chemical sealant into the thread valley perfectly. We guarantee your hydraulic aluminum block never leaks pressurized fluid.
Frequently Asked Questions (FAQ)
1. What is the maximum operating pressure for your extruded aluminum bases?
Our standard 6061-T6 aluminum blocks easily handle standard industrial pneumatic pressures ranging from 100 PSI to 150 PSI (7 to 10 Bar). For specialized light-duty hydraulic applications, we can engineer thicker port walls to safely sustain continuous fluid pressures exceeding 1000 PSI without structural deformation.
2. Can you manufacture custom station lengths for complex robotic cells?
Absolutely. We do not restrict you to standard off-the-shelf sizes. Because we execute the CNC machining in-house, we can custom-drill solid aluminum bars to accommodate anywhere from a simple 2-station base up to a massive 16-station centralized manifold block for complex robotic welding cells.
3. Do you offer clear or black anodizing for these pneumatic components?
Yes. We highly recommend anodizing all fluid power components. We execute MIL-A-8625 Type II anodizing in both clear and black finishes. This electrochemical process creates a hard oxide layer that prevents surface oxidation and protects the internal fluid channels from moisture contained in un-dried factory compressor air lines.
4. What standard port thread sizes can your CNC tapping centers machine?
We utilize highly versatile CNC tapping machinery. We can easily machine standard internal threads ranging from tiny M5 metric ports up to massive 1-inch NPT or BSPP main supply gallery threads. We ensure complete compatibility with all global pneumatic fitting standards.
5. Can you integrate custom mounting holes to fit our proprietary machinery?
Yes. We operate as a primary OEM aluminum factory. You can submit your proprietary DXF or DWG engineering files securely to our mechanical engineering team. We will CNC drill custom through-holes or blind tapped holes matching your exact machine frame chassis perfectly.
6. What is the standard Minimum Order Quantity (MOQ) for custom drilled blocks?
Because setting up multi-axis CNC machines and deep-hole gun drills requires significant engineering time, our standard MOQ for custom manifolds typically starts at 500 units. This volume ensures the CNC centers operate efficiently and absorbs the initial programming and thermodynamic setup costs.
Conclusion
The mechanical reality within the global industrial robotics market remains irrefutable. Failing fluid distribution networks destroy critical manufacturing infrastructure instantly. You must source your structural fluid power components from a highly verified custom aluminum extrusion China factory. We engineer perfect mounting profiles that guarantee absolute kinetic and pneumatic reliability against severe pressure spikes. By migrating your procurement to our facility, you acquire flawless fluid control geometry.
Partner with an elite industrial aluminum profile manufacturer today to eliminate compressed air leaks forever. We deliver precision manufacturing directly from our high-tonnage foundries in Taizhou. Secure your bulk extrusion orders with our expert fluid dynamics engineers. Upgrade your automated assembly lines with premium, deep-drilled solid metal blocks. Contact our aluminum extrusion service and revolutionize your global automation supply chain now.