Introduction: Revolutionizing Fluid Power Architecture

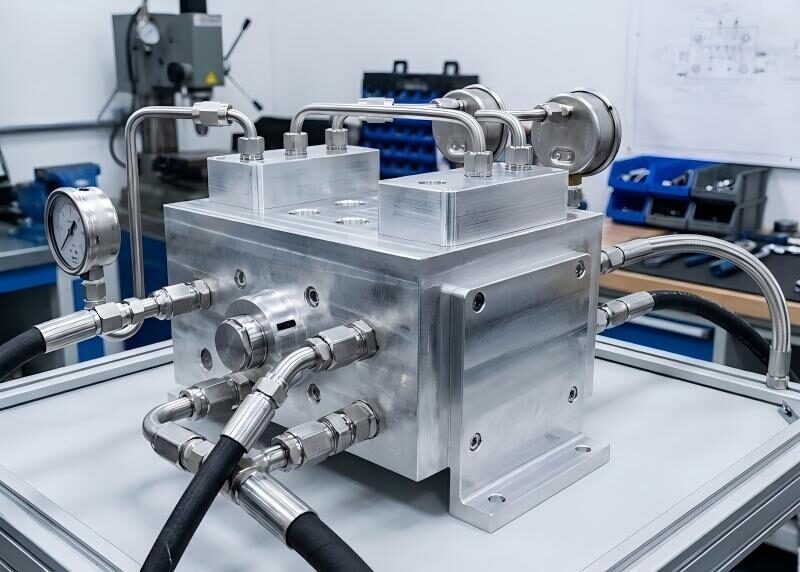
Fluid power engineers constantly battle severe spatial constraints and restrictive weight limitations when designing modern machinery. Historically, hydraulic circuits relied on a chaotic network of individual valves, steel pipes, and heavy rubber hoses. This decentralized approach consumes massive physical space, introduces dozens of potential leak points, and adds crippling dead weight to the equipment. Consequently, integrating a centralized aluminum hydraulic manifold block represents the most profound structural upgrade an engineer can implement to optimize system architecture.
By consolidating multiple fluid control functions into a single, precision-machined component, designers immediately eliminate redundant plumbing and dramatically shrink the overall footprint of the machine. Furthermore, transitioning from traditional ferrous metals to advanced aluminum alloys slashes the component weight by up to 60%. This weight reduction directly translates into improved fuel efficiency for mobile equipment and faster actuation speeds for industrial robotics.
Therefore, specifying an engineered fluid power distribution hub is a strict necessity for next-generation automated systems. In this comprehensive technical guide, we will analyze the precise metallurgy required for high-pressure fluid containment, explore the advanced CNC machining protocols necessary to create complex internal galleries, and demonstrate exactly how these lightweight components transform bulky machinery into highly efficient, leak-free powerhouses.
Core Advantages & The Physics of Fluid Mechanics
To fully understand why the fluid power industry increasingly rejects heavy steel in favor of aluminum extrusions, we must dissect the specific mechanical and thermodynamic properties of the material. A manifold must safely contain extreme internal pressures while efficiently routing hydraulic fluid without inducing destructive turbulence.
The Metallurgy of High-Yield Strength Alloys
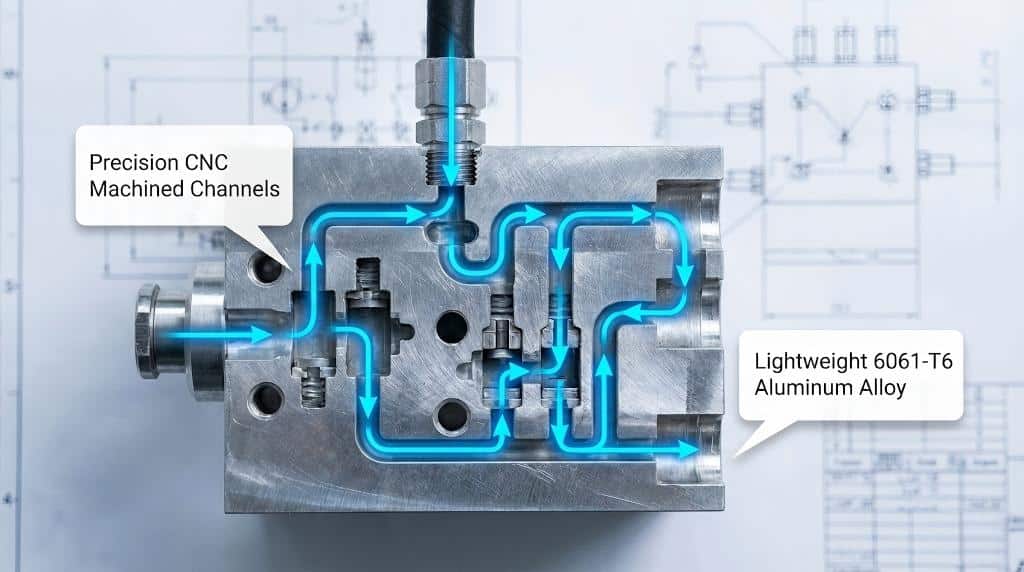
Manufacturers cannot utilize pure or low-grade aluminum to contain pressurized hydraulic fluid. Instead, industry leaders like Anran Electric utilize high-strength aerospace-grade alloys, primarily 6061-T6 and 7075-T6. Engineers specifically select the 6061-T6 alloy for standard high-pressure aluminum blocks because its artificial aging and tempering process yields an exceptional tensile strength of approximately 310 MPa (45,000 psi) and a yield strength of 276 MPa (40,000 psi). Consequently, a properly engineered 6061-T6 block can safely manage continuous hydraulic working pressures up to 210 Bar (3,000 PSI) without suffering plastic deformation or catastrophic bursting. This incredible strength-to-weight ratio allows designers to achieve the exact pressure containment capabilities of ductile iron while shedding more than half the mass.
Fluid Dynamics and Pressure Drop Optimization
Inside the manifold, hydraulic fluid travels at high velocities through intersecting cross-drilled holes. According to the principles of fluid dynamics, every sharp 90-degree turn the fluid makes generates turbulence, which subsequently causes a pressure drop across the system. This pressure drop represents wasted energy, which manifests as excess heat. Aluminum possesses a distinct manufacturing advantage here. Because aluminum is highly machinable, CNC operators can easily utilize specialized tooling to create optimized, chamfered intersections and smooth internal galleries. This superior internal surface finish significantly reduces fluid friction and limits turbulent kinetic energy. Ultimately, the fluid flows more efficiently, allowing the hydraulic pump to operate at lower RPMs and conserving overall system power.
Thermodynamic Heat Dissipation
Hydraulic systems inevitably generate heat as fluid shears across valve orifices. If the system overheats, the hydraulic oil loses its viscosity, which compromises lubrication and destroys internal pump seals. Aluminum boasts a thermal conductivity of approximately 167 W/(m·K), which is nearly four times higher than carbon steel. Therefore, the aluminum manifold acts simultaneously as a structural hub and a highly efficient passive heat sink. It rapidly draws heat away from the hot fluid and radiates it into the ambient atmosphere, drastically reducing the thermal load on the external oil cooler.
Key Applications in Modern Industry
The profound geometric flexibility and low mass of these blocks mean they operate at the core of highly demanding industrial sectors. Engineers specify these customized components wherever space, weight, and reliability dictate mission success.
Mobile Equipment and Aerospace Hydraulics
In the mobile equipment sector—including agricultural tractors, construction excavators, and aviation landing gear—excess weight directly penalizes fuel efficiency and payload capacity. Heavy steel manifolds are a massive liability in these applications. By integrating a lightweight CNC machined manifold, engineers shave hundreds of pounds off the vehicle chassis. Moreover, the consolidated block eliminates the rat’s nest of external hoses that frequently snag and rupture on construction sites. This streamlined design ensures the mobile machinery operates continuously in harsh, unforgiving environments without experiencing catastrophic fluid leaks.
Compact Hydraulic Power Units (HPUs)
Industrial facilities frequently deploy localized, standalone Hydraulic Power Units (HPUs) to drive factory automation. Factory floor space is incredibly expensive, so these HPUs must maintain a minimal physical footprint. Engineers utilize compact hydraulic systems to stack solenoid valves, relief valves, and flow control cartridges directly into the faces of a single aluminum cube. This vertical integration allows the entire hydraulic control logic to sit directly on top of the pump motor, creating an ultra-compact package that fits seamlessly into tight factory environments.
Advanced Pneumatic Automation
While hydraulics deal with pressurized oil, the exact same manufacturing principles apply to compressed air. In complex packaging and assembly machines, engineers require centralized air distribution. By designing a custom pneumatic manifold, machine builders can route high-pressure air to dozens of individual robotic actuators from a single, centralized input source. Because operating pressures in pneumatics are much lower (typically under 15 Bar), the aluminum block provides an infinite safety margin while drastically reducing the payload weight on moving robotic gantry arms.
Comparison Table: Analyzing Manifold Substrates
When designing fluid power distribution architecture, structural engineers must objectively evaluate various metallic substrates. The following table contrasts extruded 6061-T6 aluminum against traditional ductile iron and brass across critical fluid power performance metrics.
| Performance Metric | Extruded Aluminum (6061-T6) | Ductile Iron / Carbon Steel | Brass / Bronze Alloys |
| Weight (Density) | 2.7 g/cm3 (Highly Efficient) | 7.8 g/cm3 (Extremely Heavy) | 8.5 g/cm3 (Extremely Heavy) |
| Max Working Pressure | Up to 210 Bar (3,000 PSI) | Up to 350+ Bar (5,000+ PSI) | Up to 100 Bar (1,500 PSI) |
| Machinability Rating | Excellent (Fast CNC cycle times) | Poor (Slow speeds, high tool wear) | Excellent (Very fast cycle times) |
| Thermal Conductivity | High (Acts as a heat sink) | Low (Retains heat in the fluid) | Moderate (Transfers heat adequately) |
| Corrosion/Rust Risk | Zero (Forms protective oxide layer) | High (Rusts immediately if unpainted) | Zero (Immune to rust) |
As the mechanical data clearly demonstrates, while ductile iron offers superior raw tensile strength for extreme-pressure industrial presses (5,000+ PSI), its massive weight and poor machinability disqualify it from modern, agile machinery. Conversely, aluminum achieves the exact balance of custom machinability, weight reduction, and thermal efficiency required for the vast majority of hydraulic and pneumatic applications.
Customization and CNC Machining Capabilities
Procuring raw aluminum block represents merely the first step. Creating a functional manifold requires executing some of the most complex CNC machining protocols in modern manufacturing. Partnering with a comprehensive industrial manufacturer like Anran Electric guarantees that your components achieve flawless internal fluid logic.
Deep-Hole Gun Drilling
Routing fluid horizontally and vertically through a solid metal block requires intersecting internal channels known as galleries. To create these galleries without deviating off-center, machinists utilize specialized gun drilling techniques. High-pressure coolant forces metal chips out of the hole, allowing the drill bit to penetrate deeply into the block with absolute straightness. If a drill wanders by even a fraction of a millimeter, it will miss the intersecting gallery, entirely destroying the block’s internal fluid logic. Anran Electric utilizes state-of-the-art multi-axis CNC centers to guarantee absolute precision on every single internal channel.
Cartridge Valve Cavity Machining
Modern manifolds rely on threaded ‘cartridge valves’ to control fluid direction, pressure, and flow. These valves screw directly into specialized cavities machined into the block. Creating these cavities requires custom form tools that cut multiple stepped diameters, specific angles, and sealing surfaces simultaneously. Anran’s precision CNC mills cut these complex cavities to exact industry standards, ensuring the valve O-rings seat perfectly and hold high-pressure oil without bypassing.
Rigorous Deburring and Cleaning Protocols
The most critical phase of manufacturing an aluminum hydraulic manifold block occurs after the machining stops. When drills intersect inside the block, they create razor-sharp metal burrs. If these burrs break loose during operation, they will instantly jam the sensitive spools of proportional hydraulic valves, causing catastrophic machine failure. Therefore, Anran Electric employs rigorous thermal, mechanical, and high-pressure fluid deburring processes. We guarantee that every internal gallery is microscopically clean and completely free of metallic debris before the manifold ever leaves our facility.
FAQ: 6 Highly Specific Questions Answered
1. What is the absolute maximum safe operating pressure for an aluminum manifold?
Generally, manifolds machined from 6061-T6 aluminum are rated for continuous working pressures up to 210 Bar (3,000 PSI). For applications requiring pressures up to 350 Bar (5,000 PSI), engineers must specify 7075-T6 aluminum or transition to ductile iron, as 6061-T6 will experience fatigue and potential thread shear at those extreme pressures.
2. Should the manifold block be anodized after machining?
Yes, it is highly recommended. While aluminum does not rust, the high-velocity flow of hydraulic fluid can cause slight internal erosion over time. Applying a Type II or Type III hardcoat anodization provides excellent corrosion resistance against external environmental factors and increases the surface hardness of the internal valve cavities, significantly extending thread life.
3. Can Anran machine custom cavities for proprietary cartridge valves?
Absolutely. While we regularly machine standard industry cavities (such as SAE, ISO, and Sun standard profiles), our tool-making department can grind custom form tools to match the exact geometric specifications of your proprietary fluid control valves.
4. How do you seal the external construction holes required for drilling the internal galleries?
When we gun-drill intersecting internal passages, the drill must enter from the outside of the block, leaving an open ‘construction hole.’ We permanently seal these external access points using specialized expander plugs (like Koenig expanders) or by threading the hole and inserting high-pressure SAE/NPT steel socket plugs secured with anaerobic thread sealant.
5. Which thread standards do you support for fluid ports?
Our CNC machining centers are equipped to tap any global fluid port standard. We routinely thread manifolds with SAE Straight Thread O-Ring (ORB), BSPP (British Standard Pipe Parallel), Metric (ISO 6149), and NPT (National Pipe Tapered) ports, ensuring seamless integration with your existing hydraulic hoses and fittings.
6. What is the typical lead time for a custom prototype manifold?
Upon receiving your 3D CAD models (STEP or IGES files) and functional schematics, our engineering team generates the CNC tool paths. We typically deliver fully machined, deburred, and anodized prototype blocks within 15 to 20 business days, allowing your team to proceed rapidly with physical flow testing.
Conclusion: Optimizing Your Fluid Power Architecture
Ultimately, the efficiency, response time, and reliability of your automated machinery depend entirely on the logical routing of its fluid power. By leveraging the thermodynamic stability, extreme strength-to-weight ratio, and custom geometric versatility of advanced aluminum alloys, engineers effectively eliminate the limitations of heavy, decentralized plumbing.
Do not allow outdated, overweight piping systems to bottleneck the performance of your mobile or industrial equipment. Transition to precisely engineered, CNC-machined components designed specifically to accelerate your unique fluid processes. Explore our comprehensive manufacturing capabilities and collaborate with our fluid power engineering team by visiting our Other Aluminum Profile product catalog today.