
Introduction: The Kinetic Heart of Modern Automation

Optimizing kinetic efficiency is the primary objective for engineers designing high-speed manufacturing equipment, making the integration of a custom aluminum pneumatic cylinder a critical structural decision. In the vast ecosystem of industrial automation, linear motion represents the fundamental heartbeat of the assembly line. However, legacy systems frequently suffer from excessive inertial mass. When engineers specify heavy carbon steel actuators for high-cycle machinery, the equipment expends a massive percentage of its energy simply moving the dead weight of the cylinder itself, rather than performing the actual work.
Consequently, industrial facility managers experience inflated compressed air costs, accelerated wear on mounting brackets, and limited machine operating speeds. Fortunately, modern metallurgical science offers a definitive solution. Transitioning from heavy ferrous metals to advanced, lightweight aluminum profiles completely revolutionizes the physics of machine design.
By utilizing engineered lightweight pneumatic actuators, automation specialists drastically reduce system inertia, allowing robots and packaging machines to operate at previously unattainable velocities. Furthermore, aluminum’s innate resistance to atmospheric oxidation ensures decades of hygienic, rust-free operation. In this comprehensive technical guide, we will analyze the precise tribology of internal cylinder bores, explore the thermodynamic advantages of specific aluminum alloys, and demonstrate why specifying precision-extruded profiles is mandatory for cutting-edge factory automation.
Core Advantages & The Physics of Pneumatic Mechanics
To understand why the global automation industry universally relies on aluminum extrusions for pneumatic motion, we must examine the specific mechanical, physical, and tribological properties of the material. A high-performance cylinder must simultaneously contain high-pressure air and facilitate near-frictionless linear movement.
The Metallurgy of 6061 and 6063 Alloys
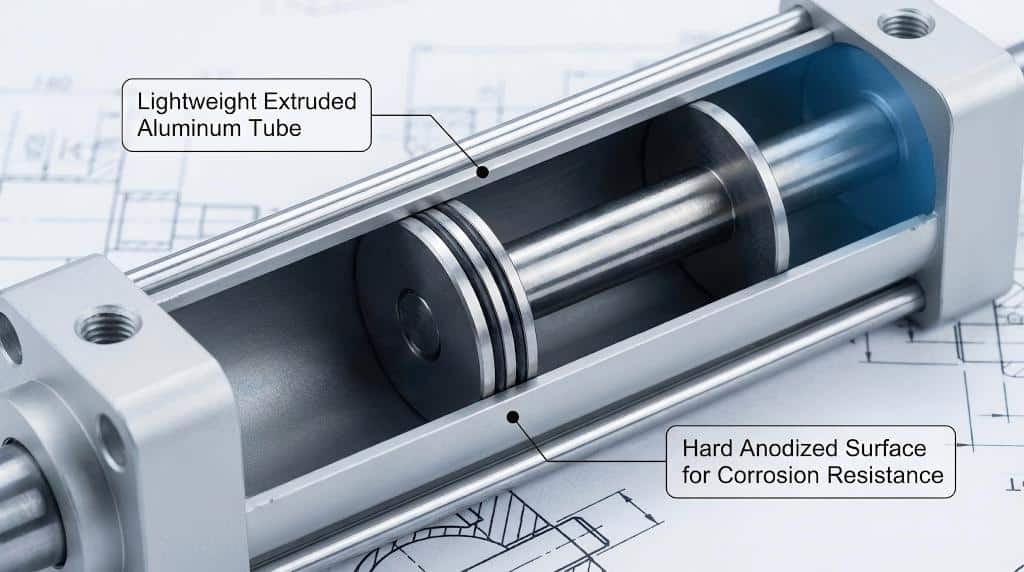
Manufacturers do not utilize pure aluminum for fluid power components because it lacks sufficient tensile strength to contain pressurized air safely. Instead, industry leaders like Anran Electric utilize advanced 6000-series alloys, primarily 6061-T6 and 6063-T5. Engineers specifically select the 6063 alloy for the main cylinder body because its unique magnesium and silicon composition allows it to flow flawlessly through complex extrusion dies. This exceptional extrudability allows manufacturers to create intricate external geometries—such as integrated tie-rods and sensor grooves—directly into the extruded aluminum cylinder tube. Following the extrusion process, the material undergoes artificial thermal aging (tempering). This heat treatment drastically increases the yield strength, allowing the thin-walled cylinder to safely manage internal operating pressures up to 15 Bar (217 PSI) without risking volumetric expansion or catastrophic bursting.
Tribology and Internal Bore Surface Finish
The most critical engineering parameter of any pneumatic cylinder is the surface finish of its internal bore. Inside the tube, polyurethane or nitrile rubber (NBR) piston seals slide back and forth millions of times. If the internal surface is too rough, it rapidly shreds the seals, causing catastrophic air leaks. Conversely, if the surface is too smooth (a mirror finish), it cannot retain the microscopic layer of lubricating grease required to reduce friction, resulting in a phenomenon called ‘stick-slip’ or ‘stiction.’ Therefore, engineers subject the internal bore to a highly precise mechanical process called roller burnishing or honing. This process compresses the internal crystalline structure of the aluminum, creating a specific surface roughness (Ra) typically between 0.4 and 0.6 micrometers. This exact micro-texture retains lubrication perfectly while providing a virtually frictionless runway for the piston.
Hard Anodizing: Mimicking the Hardness of Steel
While raw aluminum is structurally strong, its surface is relatively soft and prone to abrasive wear. To solve this, manufacturers subject the internal bore to a Type III Hardcoat Anodizing process. This electrochemical procedure converts the surface aluminum into a thick layer of aluminum oxide. This ceramic-like layer penetrates the metal and builds up on the surface, achieving a Rockwell Hardness (HRC) of 45 to 60. Consequently, the anodized internal bore becomes as hard and wear-resistant as carbon steel, guaranteeing a massive operational lifespan for industrial automation cylinders.
Key Applications in Modern Industry
The profound geometric flexibility and low mass of extruded aluminum mean these actuators appear across a vast spectrum of high-stakes industrial sectors. Engineers specify these profiles wherever high-speed motion, hygiene, and energy efficiency are paramount.
High-Speed Packaging and Pick-and-Place Robotics
In the consumer goods and logistics sectors, packaging machines operate at blinding speeds. Often, the pneumatic cylinder itself mounts to the end of a moving robotic gantry arm. According to Newton’s Second Law of Motion (F=ma), reducing the mass (m) of the moving components directly reduces the force (F) required to accelerate them. By specifying a custom aluminum pneumatic cylinder, engineers slash the dead weight of the robotic arm. Therefore, the servo motors drive the gantry faster, the machine consumes significantly less electricity, and the overall units-per-minute output of the factory increases dramatically.
Food, Beverage, and Pharmaceutical Processing
Sanitary processing facilities operate under incredibly strict hygiene protocols. Equipment faces daily high-pressure washdowns utilizing aggressive, caustic cleaning chemicals. Traditional steel cylinders inevitably rust, and flaking iron oxide presents a severe biological contamination risk. Aluminum naturally forms an inert oxide layer that prevents rust entirely. Furthermore, modern extrusion profiles feature smooth, ‘clean-line’ exterior designs without dirt-trapping crevices. Thus, they represent the ultimate, contamination-free solution for the food and pharmaceutical automation sectors.
Complex Automated Assembly and Welding Jigs
Automotive and electronics assembly lines rely on massive banks of pneumatic actuators to clamp parts in place during robotic welding. In these environments, strong magnetic fields generated by spot welders often magnetize ferrous steel components, causing metal shavings and grinding dust to stick to the cylinder rods and destroy the seals. Because aluminum is completely non-magnetic, it repels these metallic contaminants. Consequently, aluminum cylinders maintain their operational integrity in highly contaminated, heavy-duty manufacturing environments.
Comparison Table: Analyzing Actuator Substrates
When designing high-pressure pneumatic systems, structural engineers must objectively evaluate various material substrates. The following table contrasts extruded aluminum against traditional industrial materials across critical fluid power performance metrics.
| Performance Metric | Extruded Aluminum (6063-T5) | Carbon Steel (Chrome Plated) | Engineering Plastics |
| Weight (Density) | 2.7 g/cm3 (Highly Efficient) | 7.8 g/cm3 (Extremely Heavy) | 1.4 g/cm3 (Ultra Light) |
| Internal Bore Wear Resistance | Excellent (When Hard Anodized) | Exceptional (Chrome Plated) | Poor (Scratches easily) |
| Geometric Customization | Extreme (Extruded sensor grooves) | Very Low (Welded tie-rods needed) | Moderate (Injection molded) |
| Corrosion/Rust Risk | Zero (Forms protective oxide) | High (Rusts if scratched) | Zero (Immune to oxidation) |
| Heat Dissipation | Excellent (200 W/(m·K)) | Moderate (45 W/(m·K)) | Very Poor (Thermal insulator) |
As the mechanical data clearly demonstrates, while steel offers exceptional raw tensile strength for extreme-pressure hydraulics, its massive weight, susceptibility to oxidation, and lack of geometric flexibility disqualify it from high-speed pneumatics. Conversely, aluminum achieves the exact balance of customizable geometry, weight reduction, and wear resistance required for modern factory automation.
Customization and CNC Machining Capabilities
Procuring generic, off-the-shelf pneumatic tubes often forces machine builders to compromise on their designs. Standard round tubes require external metal tie-rods to hold the end caps together, which adds weight, consumes space, and creates dirt traps. Partnering with a comprehensive industrial manufacturer like Anran Electric guarantees that your components match your exact engineering parameters.
The “Mickey Mouse” and Mickey-Tie Profiles
Because Anran controls the entire extrusion process, we manufacture highly complex shapes commonly referred to as ‘Mickey Mouse’ profiles (ISO 15552 standard). These specific extrusions feature internal hollow channels running the length of the tube. These channels serve as hidden, internal tie-rods. Installers simply thread bolts directly into the extrusion profile to secure the end caps. This eliminates external hardware, resulting in a perfectly sleek, compact, and lightweight cylinder.
Integrated Sensor Grooves
Modern automation relies heavily on magnetic reed switches and solid-state sensors to detect the position of the internal piston. Traditional cylinders require clunky external mounting bands to hold these sensors. At Anran, we extrude specialized T-slots and dovetail grooves directly into the exterior wall of the custom aluminum pneumatic cylinder. Consequently, engineers can slide sensors directly into the flush grooves, protecting the delicate wiring from accidental impact and keeping the machine footprint exceptionally narrow.
Precision CNC Boring and Tapping
Extrusion creates the raw shape, but high-performance pneumatics require microscopic tolerances. Anran employs multi-axis CNC machining centers to finalize the cylinder profiles. We precision-bore the internal diameters to achieve exact H9 dimensional tolerances. Furthermore, we precisely drill and tap the end-cap mounting holes, ensuring absolute concentricity. This rigorous CNC processing guarantees that the piston rod actuates perfectly straight, eliminating side-load wear on the seals and ensuring millions of flawless cycles.
FAQ: 6 Highly Specific Questions Answered
1. What is the maximum safe operating pressure for an extruded aluminum cylinder?
Standard pneumatic systems in factories operate between 6 to 8 Bar (87 to 116 PSI). High-quality 6063-T5 extruded aluminum cylinder tubes are engineered to comfortably handle sustained working pressures up to 12 to 15 Bar (174 to 217 PSI). However, they are not designed for high-pressure hydraulics, which regularly exceed 200 Bar.
2. Why must the internal bore of the aluminum tube be hard anodized?
Raw aluminum is too soft to withstand the continuous friction of the moving piston seals. Hardcoat anodizing (Type III) chemically transforms the surface of the internal bore into aluminum oxide, a ceramic-like material. This increases the surface hardness to approximately 50 HRC, drastically reducing friction and extending the life of the polyurethane seals exponentially.
3. Does Anran manufacture tubes compatible with ISO 15552 standards?
Yes. We manufacture and stock a wide variety of extrusion profiles specifically engineered to meet the dimensional requirements of the ISO 15552 (formerly ISO 6431 and VDMA 24562) standard. This guarantees our profiles act as perfect drop-in replacements for all major global pneumatic brands (such as Festo, SMC, and Parker).
4. What is the difference between honing and roller burnishing the internal bore?
Honing uses abrasive stones rotating inside the tube to cut a microscopic cross-hatch pattern into the metal, which holds lubrication well. Roller burnishing pushes hard steel rollers against the internal wall, physically compressing and flattening the aluminum peaks. Burnishing creates a denser, harder, and smoother surface finish (often achieving Ra < 0.4µm), which is generally preferred for high-speed pneumatic applications.
5. How does temperature affect the performance of aluminum cylinders?
Aluminum has excellent thermal conductivity, meaning it dissipates the heat generated by rapid piston friction very effectively. However, it also has a relatively high coefficient of thermal expansion. In environments with extreme temperature swings, the aluminum tube will expand slightly. Fortunately, modern elastomeric piston seals are designed to flex and maintain a perfect airtight seal despite these microscopic dimensional changes.
6. Can you extrude custom external geometries for proprietary machine designs?
Absolutely. If your automated machinery requires a unique mounting flange, a specific asymmetric shape to fit into a tight chassis, or proprietary sensor grooves, our engineering team can design and cut a custom steel extrusion die. We specialize in turning bespoke CAD drawings into mass-produced physical realities within weeks.
Conclusion: Accelerating Your Automation Infrastructure
Ultimately, the velocity, efficiency, and reliability of your automated machinery depend entirely on the kinetic properties of your fluid power components. By leveraging the thermodynamic stability, extreme strength-to-weight ratio, and geometric versatility of advanced aluminum extrusions, engineers effectively eliminate the limitations of heavy ferrous metals.
Do not allow outdated, overweight actuators to bottleneck the output of your production facility. Transition to precisely engineered, CNC-machined components designed specifically to accelerate your unique industrial processes. Explore our comprehensive manufacturing capabilities and collaborate with our fluid power engineering team by visiting our Aluminum Pneumatic Cylinder product catalog today.