Introduction
Modern industrial robotics rely entirely on flawless fluid power systems. Automated assembly lines demand absolute mechanical repetition continuously. Actuators must fire millions of times without suffering structural failure. Therefore, mechanical engineers require perfect internal geometries to maintain optimal system pressure. Procuring a precision aluminum pneumatic cylinder profile solves this mechanical mandate immediately. Compressed air contains immense kinetic potential. If a cylinder tube features microscopic internal defects, air escapes past the piston. This pressure drop halts the entire manufacturing floor instantly. You lose massive production capacity and destroy operational efficiency.
Procurement officers often underestimate the complexity of pneumatic profiles completely. They source cheap, uncalibrated tubes from generic metal brokers. These inferior tubes suffer from severe longitudinal warping constantly. Their internal bores feature rough, unpolished extrusion lines. This internal friction shreds rubber piston seals rapidly. Shredded seals introduce catastrophic blow-by leaks into the pneumatic circuit. You must eliminate this mechanical vulnerability completely to protect your automation hardware.
You must upgrade your component supply chain immediately. Partner directly with a verified extruded cylinder tube factory. A dedicated OEM executes advanced internal honing and hard anodizing properly. This technical guide deconstructs the physics of pneumatic cylinder manufacturing. We analyze micro-meter bore tolerances and critical ISO dimensional standards. We reveal exactly how advanced extrusion facilities guarantee absolute fluid power perfection.
Internal Bore Tolerances and Piston Kinematics
Pneumatic motion requires absolute internal cylindrical symmetry. The aluminum tube houses a high-velocity sliding piston. This kinetic environment demands a flawless friction interface constantly. We engineer the internal bore to surpass standard commercial tolerances completely.
Achieving Micro-Meter Smoothness
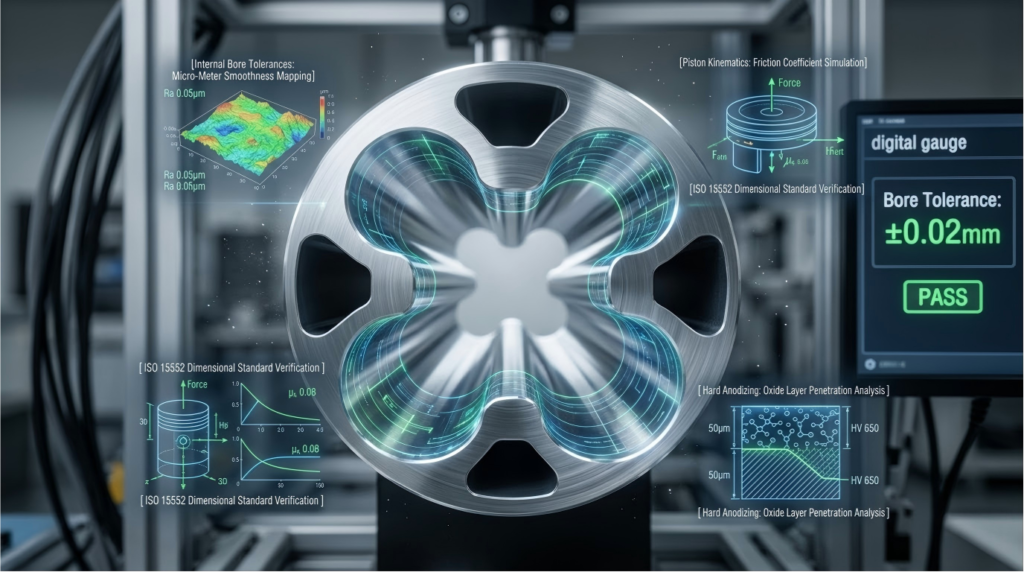
Raw extrusion leaves microscopic ridges along the internal metal wall. We cannot accept these rough aluminum surfaces in automation. Therefore, we execute rigorous mechanical internal honing processes. Heavy machinery pushes abrasive mandrels through the hollow tube. These mandrels rotate and oscillate simultaneously at high speeds. They grind away the microscopic ridges completely. We reduce the surface roughness (Ra) strictly below 0.4 microns. This process creates a flawless mirror-like finish inside the aluminum cylinder.
Minimizing Piston Seal Wear
Pistons utilize specific polyurethane or nitrile rubber seals. These flexible seals trap the high-pressure air behind the piston head. Rough internal walls act exactly like industrial sandpaper. They strip layers of rubber off the seal during every single stroke. This abrasive action destroys the pneumatic seal rapidly. Our micro-honed surfaces eliminate this destructive friction entirely. The rubber seal glides silently across the aluminum barrier. We extend the pneumatic actuator lifespan by millions of operational cycles.
ISO 15552 Dimensional Standards
Global engineers demand interchangeable mechanical components constantly. We strictly follow the international ISO 15552 standard. This engineering standard dictates precise external mounting dimensions. It also specifies exact internal bore diameters and tolerances. We calibrate our steel extrusion dies to meet these exact dimensions. Our tubes integrate flawlessly with standard European and American end-caps. You secure complete global compatibility when you source a standardized Mickey Mouse pneumatic profile from our automated production lines.
Precision Extrusion Manufacturing in Taizhou
Furthermore, heavy industrial manufacturing requires massive geographic infrastructure. Taizhou provides this exact mechanical ecosystem perfectly. Consequently, we leverage local high-tonnage foundries daily. Therefore, we execute continuous metal production without delay. Moreover, this centralized hub eliminates third-party logistical friction. Thus, we deliver pure mechanical reliability directly to your assembly lines.
Controlling Wall Thickness
Furthermore, high pneumatic pressure requires immense structural strength. Thin aluminum walls balloon outward under peak compression loads. Therefore, we control the extrusion ram velocity precisely. Consequently, the hot metal flows evenly through the steel die. This maintains a perfectly uniform wall thickness across the entire tube length. Moreover, uniform walls prevent the cylinder from warping under heavy industrial clamping force.
Eliminating Extrusion Weld Lines
Consequently, hollow profiles require specialized porthole extrusion dies. The solid aluminum billet splits apart inside the die chamber. The hot metal must fuse back together around a central mandrel. This fusion creates internal weld seams along the entire tube. Therefore, we optimize the die chamber geometry and internal thermodynamics. We ensure the metal fuses under extreme kinetic pressure perfectly. Thus, we eliminate microscopic weak points along the weld seam. The solid structure withstands extreme pneumatic burst pressures safely.
High-Tonnage Press Utilization
Moreover, extruding complex multi-chamber profiles requires massive hydraulic force. Standard presses stall when pushing hard 6063 alloys. Therefore, our Taizhou facility operates 2,000-ton hydraulic extrusion presses. Consequently, we push the heated aluminum billet effortlessly through intricate dies. Thus, we create highly complex external sensor grooves perfectly. As an elite supplier, we guarantee your factory receives structurally flawless aluminum profiles.
Comparison Matrix: Pneumatic Cylinder Materials
Mechanical engineers evaluate burst pressures and material density constantly. They analyze comparative metallurgical data to optimize automated systems. The following matrix contrasts core pneumatic tube materials based on internal friction, burst strength, and overall weight:
| Material Substrate | Internal Friction & Wear Resistance | Burst Pressure & Tensile Strength | Physical Weight & Automation Impact |
| Extruded Aluminum (6063-T5/T6) | Exceptionally Low. Once hard anodized and honed, it provides a near-frictionless surface. It protects polyurethane piston seals perfectly. | High. Custom wall thicknesses easily sustain standard 10 Bar (150 PSI) industrial pneumatic operating pressures without ballooning. | Lightweight. Rapidly accelerates and decelerates in moving robotic arms without adding excessive mass inertia to the system. |
| Seamless Stainless Steel | Moderate. Raw steel requires intense internal chemical polishing. It prevents premature seal degradation but costs significantly more. | Supreme. Withstands extreme hydraulic pressures effortlessly. Used primarily in heavy-duty fluid power applications like construction excavators. | Extremely Heavy. Slows down fast-moving automation gantries. Vastly increases international freight shipping costs. |
| Drawn Brass Tubing | Low. Brass possesses natural self-lubricating properties. It reduces wear on traditional rubber piston heads effectively. | Low to Moderate. Brass deforms easily under severe kinetic impact. It fails under high-pressure system spikes. | Heavy. Features a very expensive raw material cost. Manufacturers largely replace brass with aluminum in modern industrial pneumatic design. |
Hard Anodizing for Industrial Durability
Executing a flawless fluid power system requires advanced surface chemistry. Raw aluminum remains too soft for continuous kinetic friction. To optimize the internal lifespan, engineers alter the surface hardness through specialized treatments. We process our extrusions through state-of-the-art electrochemical baths to enhance their mechanical properties.
Oxide Layer Penetration Depths
Standard anodizing only coats the external surface thinly. Pneumatic applications require stringent Type III Hard Coat Anodizing. This aggressive electrochemical process forces oxygen to bind with the aluminum base. It grows a highly dense aluminum oxide crystalline structure. Crucially, this hard layer penetrates deep into the aluminum substrate. It also builds upward simultaneously. This process creates an impenetrable armor shield on the internal bore wall.
Resisting Caustic Lubricants
Factory air lines frequently contain heavy moisture. They also transport atomized synthetic compressor oils. These caustic fluids degrade raw metal surfaces rapidly. They cause micro-pitting and localized galvanic corrosion over time. The hard anodized layer acts as an absolute chemical barrier. It resists synthetic lubricants and caustic moisture perfectly. You need a reliable fluid automation extrusion partner to execute this chemical defense. We guarantee your cylinders survive harsh, humid industrial environments.
Post-Anodizing Micro-Honing
The hard anodizing process adds microscopic crystalline peaks to the surface. These microscopic peaks increase internal friction slightly. We cannot accept any friction variance in premium actuators. Therefore, we execute a final micro-honing pass after the anodizing bath. This specialized polishing wheel flattens the crystalline peaks completely. We deliver a perfectly smooth, hard anodized aluminum tube. This delivers the ultimate combination of extreme surface hardness and zero-friction piston travel.
Frequently Asked Questions (FAQ)
1. What is the maximum straightness tolerance for a 6-meter pneumatic profile?
Straightness is absolutely critical for long-stroke pneumatic actuators. If the tube bows slightly, the internal piston rod will bind and jam instantly. Our automated stretching machines pull the aluminum profiles perfectly straight while they cool. We guarantee a strict straightness tolerance of less than 0.5mm per meter across the entire extrusion length.
2. Can you extrude external T-slots and sensor grooves directly into the tube?
Yes. We specialize in complex Mickey Mouse profiles and square DNC cylinder tubes. Our H13 steel extrusion dies are precisely machined to include external T-slots and dovetail grooves. These integrated tracks allow automation engineers to mount magnetic reed switches and proximity sensors effortlessly without requiring external clamping brackets.
3. How do you verify the burst pressure safety of the aluminum cylinder?
We execute severe destructive testing on random batch samples continuously. Engineers seal both ends of the extruded profile and inject high-pressure hydraulic fluid. We mathematically verify that the tube can sustain pressures massively exceeding standard 150 PSI pneumatic loads. We ensure the extrusion weld seams never rupture under violent kinetic spikes.
4. What is the difference between standard anodizing and hard coat anodizing?
Standard decorative anodizing (Type II) creates a thin 5 to 15-micron oxide layer, primarily for color and basic corrosion resistance. Hard Coat Anodizing (Type III) operates at sub-zero acid bath temperatures. It grows a dense, dark oxide layer between 25 to 50 microns thick. This provides extreme Rockwell hardness, mimicking the wear resistance of hardened steel.
5. Can you supply the profiles pre-cut to exact stroke lengths?
Absolutely. Shipping raw 6-meter lengths forces the buyer to execute complex secondary CNC machining. We operate high-speed, automated CNC circular saws in our Taizhou facility. We mass-cut the cylinder tubes to your exact required stroke lengths (e.g., 50mm, 100mm, 500mm). We ensure perfect 90-degree perpendicularity, rendering them ready for immediate final assembly.
6. Do you accept custom OEM CAD files for proprietary pneumatic designs?
Yes. We operate as a primary B2B manufacturer, not a generic distributor. You can submit your proprietary DXF or DWG engineering files securely to our team. Our metallurgical team will analyze the cross-sectional mass. We will cut a bespoke steel extrusion die dedicated entirely to your specific fluid power application.
Conclusion
The mechanical reality within the global automation market remains irrefutable. Failing fluid power systems destroy manufacturing profitability instantly. You must source your structural automation components from a highly verified custom aluminum extrusion China factory. We engineer perfect pneumatic profiles that guarantee absolute kinetic reliability. By migrating your procurement to our facility, you acquire flawless actuation geometry.
Partner with an elite industrial aluminum profile manufacturer today to eliminate pneumatic leaks forever. We deliver precision manufacturing directly from our high-tonnage foundries in Taizhou. Secure your bulk extrusion orders with our expert fluid power engineers. Upgrade your robotic assembly lines with premium, micro-honed cylinder tubes. Contact our aluminum extrusion service and revolutionize your global automation supply chain now.