The Critical Role of Actuator Integrity
Automation engineers face severe mechanical challenges daily. Unreliable pneumatic cylinders destroy factory throughput instantly. You must source high-precision aluminum tubes to guarantee absolute system reliability. Procurement directors must secure flawlessly extruded barrels to prevent catastrophic air leaks. Poorly machined cylinders ruin expensive robotic arm deployments completely. Consequently, buyers must partner with an elite manufacturer to ensure perfect surface finishes. We operate a massive fabrication facility equipped with advanced extrusion technology. We transform raw aluminum into critical pneumatic hardware every single day. We understand the extreme accuracy required for global automation success.
Component failures cost modern factories millions in lost production annually. You prevent these devastating operational losses by integrating premium extruded cylinder barrels into your initial machine design. We utilize pure 6063 aluminum alloys to maximize structural integrity across complex actuator lines. Our engineering team verifies every single dimensional tolerance before initiating mass production. We guarantee your pneumatic systems survive intense continuous usage flawlessly. Stop risking your assembly line on unverified pneumatic components. Upgrade your supply chain strategy today. Secure industry-leading extrusion quality. Master the physics of effective air power with our comprehensive engineering guide below.
Internal Bore Precision and Surface Roughness
Surface smoothness matters. High friction damages seals. We hone bores precisely. Low roughness extends life. Precision extrusion prevents leaks. You save energy daily. We maintain micron-level accuracy. Smooth barrels reduce noise. High-speed pistons require quality. We eliminate rough spots. Internal bore quality defines performance. You secure reliable movement. We inspect every tube.
Honing and Polishing Techniques
Mechanical honing removes microscopic peaks. We use abrasive stones. Our machines polish internal walls. Mirror finishes prevent seal drag. Friction generates heat rapidly. Heat degrades rubber components. We optimize the honing angle. This facilitates lubricant retention. Smooth surfaces require less oil. You achieve peak efficiency. We deliver consistent bore quality. Your robotic actuators work better. Our facility uses automated polishers.
Minimizing Piston Seal Friction
Seals travel thousands of meters. Rough metal shreds rubber. We reduce coefficient values. Low friction lowers electricity. Compressors run less often. You save massive costs. We control surface topography. Our engineers measure Ra values. We guarantee smooth strokes. Piston movement remains uniform. Vibration levels drop significantly. Actuators last much longer. We protect your automation.
Dimensional Tolerances (H9/H11)
Standard tubes exhibit ovality. Oval bores cause blow-by. We maintain H9 tolerances. High-precision machines ensure roundness. Seal compression remains constant. You eliminate air bypass. We check every single batch. Digital micrometers verify diameter. Tight tolerances prevent failure. You build better machines. We provide exact sizes. International standards guide us. Quality remains our priority.
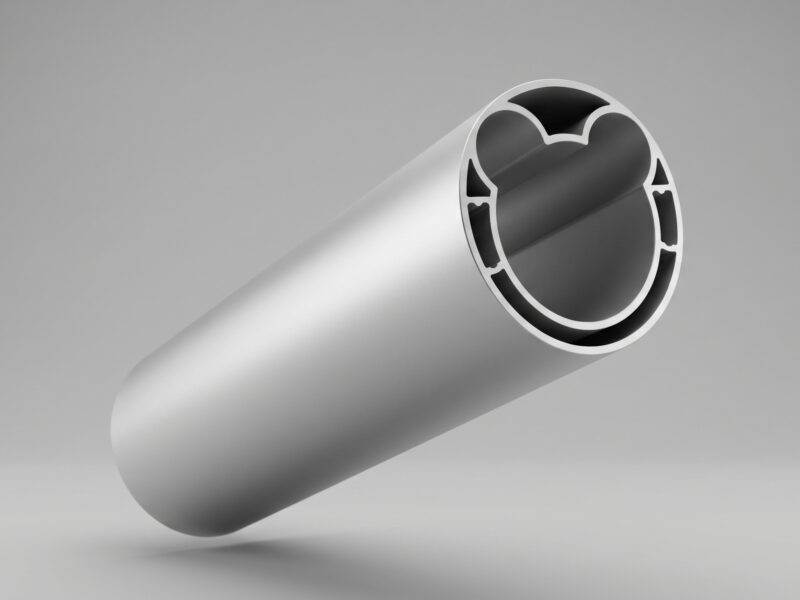
Extruding Complex ‘Mickey Mouse’ Profiles
Furthermore, the geometry of an aluminum pneumatic cylinder tube dictates its structural compatibility with modern sensors. Consequently, engineers must select profiles that integrate mounting grooves directly into the extrusion. Therefore, we manufacture specialized ‘Mickey Mouse’ shapes to satisfy these complex industrial requirements. Moreover, understanding these geometric advantages improves your overall machine footprint.
Integrating Sensor Grooves
Specifically, the four-lobed Mickey Mouse profile features integrated T-slots on all sides natively. Consequently, this design allows for the immediate mounting of magnetic reed switches flawlessly. Therefore, you eliminate the need for bulky external mounting brackets completely. Furthermore, this streamlined approach reduces the overall weight of the actuator assembly securely. Moreover, our precision extrusion dies ensure that these grooves maintain exact dimensional tolerances across kilometers of production. As a result, your position sensors slide into place perfectly every time. Ultimately, integrated grooves accelerate your assembly line speed.
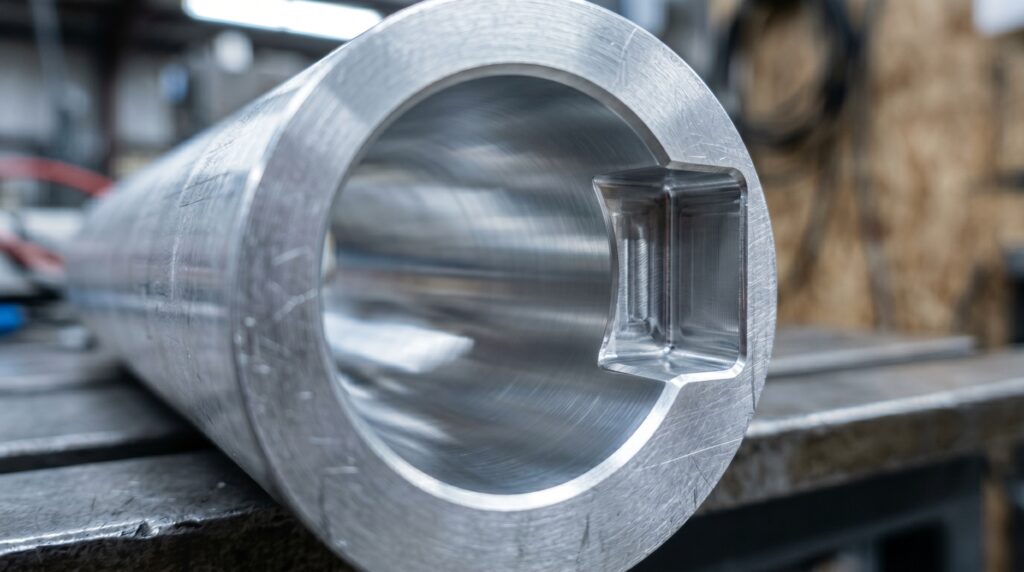
Structural Rigidity Under Pressure
Additionally, high-pressure pneumatic systems generate significant internal hoop stress continuously. Consequently, a thin-walled cylinder barrel may experience microscopic bulging during peak cycles natively. Therefore, we utilize the structural reinforcement of the DNC and SC series profiles to neutralize this distortion flawlessly. Furthermore, the reinforced corners of our extrusions provide exceptional resistance against mechanical impacts securely. Moreover, this rigidity ensures that the piston maintains a perfect air seal even under maximum load. Thus, you prevent energy-wasting internal air leaks permanently. Subsequently, your automated machinery operates with absolute stability.
The Role of 6063-T5 Alloys
Furthermore, selecting the correct metallurgical grade is vital for consistent manufacturing results perfectly. Consequently, we source premium 6063-T5 aluminum billets for all our cylinder tubes natively. Therefore, this specific alloy provides the ideal balance between high yield strength and excellent extrudability flawlessly. Moreover, the T5 tempering process hardens the metal matrix against surface deformation securely. As a result, our extrusions survive the intense heat of the anodizing bath without warping. Ultimately, this material purity guarantees a long-term operational lifespan for your pneumatic actuator barrel in harsh factory environments.
Comparison Matrix: Pneumatic Barrel Materials
Procurement directors evaluate cylinder materials based on corrosion resistance, weight, and internal smoothness constantly. Notably, analyzing comparative production strategies optimizes long-term automation profitability heavily. The following matrix contrasts core manufacturing materials for B2B industrial use:
| Material | Corrosion Resistance | System Weight | Seal Wear Rate |
| Hard Anodized Aluminum | Excellent. Resists oxidation in humid factory air permanently. | Ultralight. Maximizes robotic arm acceleration speed natively. | Lowest. Mirror finish prolongs rubber seal life dramatically. |
| Stainless Steel | Superior. Ideal for wash-down food-grade applications securely. | Heavy. Increases structural load on mounting brackets significantly. | Moderate. Requires expensive honing to reach aluminum smoothness. |
| Carbon Steel (Tuned) | Poor. Will rust if air filtration systems fail completely. | Very Heavy. Outdated for high-speed modern automation. | High. Surface oxidation creates abrasive grit that shreds seals. |
Hard Anodizing for Wear Resistance
Bare aluminum wears down rapidly under continuous piston friction natively. We apply advanced hard anodizing to transform the surface into a ceramic-like barrier securely. You maximize the total thrust capability of your actuator by selecting a premium hard anodized aluminum tube finish. Our chemical baths create an inseparable oxide layer that protects your hardware from intense industrial usage.
Achieving 30-50 Micron Coating
We submerge the raw profiles into cryogenic electrolytic tanks natively. This process grows an oxide layer that reaches 30 to 50 microns in depth securely. Standard anodizing only provides a decorative surface layer completely. However, our hardcoat penetrates the metal matrix to provide extreme mechanical durability flawlessly. You receive a barrel that withstands millions of strokes without scoring. We boost your overall automation uptime significantly through this advanced coating.
Lubrication Retention Micro-pores
Hard anodizing creates a surface with microscopic pores naturally. These pores act as tiny reservoirs for pneumatic oil or grease securely. During high-speed operation, the pores release lubricant to the piston seal flawlessly. This self-lubricating effect prevents dry-fire failures in rapid actuators natively. You protect your rubber O-rings from thermal degradation permanently. We ensure your cylinders operate smoothly even in low-maintenance environments.
Testing Internal Hardness (HV)
We verify every batch using Vickers Hardness (HV) testing rigs natively. Our hard anodized layers typically reach HV400 to HV600 securely. This hardness level rivals heat-treated steel while maintaining the lightweight benefits of aluminum flawlessly. We guarantee your internal bore resists scratching from microscopic dust and metal particles completely. You eliminate air bypass issues and maintain peak pressure indefinitely.
Frequently Asked Questions (FAQ)
1. What are the standard bore sizes available for your SC series profiles?
We manufacture a wide range of standard bore sizes natively. This includes common diameters from 32mm up to 200mm securely. We maintain precise steel dies for these dimensions to ensure immediate wholesale availability completely.
2. Can your factory extrude custom bore diameters for proprietary designs?
Absolutely. We execute precise mechanical engineering flawlessly. If your automation system requires a non-standard bore, we can design and cut a custom extrusion die natively to meet your exact millimeter specifications securely.
3. What is the maximum operating pressure your aluminum tubes can handle?
Our 6063-T5 tubes are engineered for high-pressure industrial air. When used with proper end caps, our barrels safely withstand standard industrial pressures of 1.0 MPa to 1.5 MPa natively without deformation completely.
4. Do you offer hard anodizing on both the internal and external surfaces?
Yes. We submerge the entire profile into the electrolytic bath natively. This ensures that the internal bore is hardened for wear resistance and the external surface is protected from corrosive factory chemicals securely.
5. How much does a custom ‘Mickey Mouse’ profile die typically cost?
We execute rapid financial engineering flawlessly. A custom steel extrusion die for a complex cylinder profile typically costs between $500 and $1,500 securely. We often refund this cost for high-volume OEM orders completely.
6. What is the standard lead time for a wholesale container of cylinder tubes?
We manage global supply chains flawlessly. Once the First Article Inspection is approved, our automated lines typically manufacture and pack a 20ft container of SC or DNC profiles within 25 to 30 days natively.
Conclusion
Automation competition within the global robotics market remains incredibly fierce constantly. Managing your actuator supply chain poorly by using unverified barrels destroys your machine efficiency instantly. You must execute your fluid dynamic strategy through a verified Taizhou manufacturer. We engineer perfect metal systems that guarantee absolute pressure accuracy and operational dominance. By migrating your purchasing to our custom factory, you acquire flawless reliability. Whether you need a manifold block or specialized pneumatic automation parts, we deliver. Explore our custom profile extrusions or read our FAQs today. Ready to optimize your hardware? Please contact our engineers immediately to source the world’s most precise pneumatic hardware securely.