
Introduction: The Kinetic Heart of Modern Automation
In the vast ecosystem of industrial automation, linear motion is the fundamental requirement. From packaging lines in food processing to robotic assembly arms in automotive manufacturing, the ability to move a load from Point A to Point B with precision and reliability is non-negotiable. While electric actuators have gained ground in precision control, the pneumatic cylinder remains the workhorse of the industry due to its power density, simplicity, and durability.
At the center of this technology lies a critical material evolution: the shift from heavy, corrosion-prone steel to lightweight, high-strength aluminum. The modern aluminum pneumatic cylinder represents a triumph of material science and extrusion engineering. It is not merely a tube; it is a precision-engineered pressure vessel designed to withstand millions of cycles of reciprocating motion.
This guide serves as a technical deep dive for engineers and procurement managers. We will move beyond the basics to explore the metallurgy of 6063-T5 alloys, the physics of honed surfaces, and the critical design parameters that determine whether a cylinder lasts for a month or a decade.
Why Aluminum (6063-T5) is Used for Cylinder Bodies vs. Stainless Steel
To the untrained eye, a cylinder tube is just a metal pipe. To a materials engineer, the choice between Aluminum and Stainless Steel defines the unit’s cost, weight, and thermal performance. Anrele exclusively utilizes 6063-T5 Aluminum Alloy for its standard pneumatic cylinders, and the reasons are rooted in physics and chemistry.
The Strength-to-Weight Ratio
Stainless steel (typically 304 or 316 grade) has a density of approximately 7.9 g/cm³. Aluminum, by contrast, has a density of 2.7 g/cm³. This means that for the same volume, an aluminum cylinder body is nearly one-third the weight of a steel equivalent. In dynamic automation systems, such as pick-and-place robots, reducing the weight of the actuator significantly lowers the inertia, allowing for faster cycle times. For more on our material capabilities, visit our About Us page.
6063-T5: The ‘Architectural’ Alloy
Why 6063? This specific alloy, part of the 6000 series (Aluminum-Magnesium-Silicon), offers the perfect balance required for pneumatic applications:
• Extrudability: Pneumatic cylinders often require complex cross-sections—such as the ‘Mickey Mouse’ profile or internal sensor grooves. 6063 allows for intricate extrusion shapes that 6061 or 7075 cannot easily achieve.
• T5 Temper: The ‘T5’ designation indicates that the aluminum has been cooled from an elevated temperature shaping process and then artificially aged. This creates a yield strength of roughly 145 MPa, sufficient to contain standard pneumatic pressures (typically 0.1 to 1.0 MPa) with a significant safety factor.
Thermal Conductivity and Heat Dissipation
Pneumatic systems generate heat. While the air itself cools during expansion, the friction of the piston seals against the tube wall generates significant localized heat, especially in high-speed cycling (e.g., >1 m/s). An aluminum body acts as a massive heat sink, dissipating friction heat 12 times more efficiently than steel. This principle is similar to how we engineer our aluminum heat sinks for electronics.
Key Design Parameters: Bore, Stroke, and Pressure
Selecting an aluminum pneumatic cylinder is not a guessing game; it is a calculation. Three primary variables dictate the specification.
Bore Size Calculations (Force Generation)
The bore size (inner diameter) determines the force output. The theoretical force (F) is a product of pressure (P) and area (A).
• Push Force: Calculated using the full bore area.
• Pull Force: Calculated using the bore area minus the piston rod cross-sectional area.
Engineering Note: Never size a cylinder based on theoretical force alone. You must apply a Load Factor. For static loads, use 70% of theoretical force. For dynamic loads, use 50%.
Stroke Length and Buckling
As stroke length increases, the risk of the piston rod buckling under compressive load increases. This is governed by Euler’s Column Formula. For long-stroke aluminum cylinders (e.g., >500mm), the cylinder body must be perfectly straight. Anrele ensures straightness tolerances of <0.3mm per 1000mm to prevent internal friction and piston wedging.
Performance Factors: Speed, Load, and Cycle Durability
Once the geometry is defined, we look at dynamic performance.
Speed Capabilities (v)
Standard aluminum pneumatic cylinders operate effectively between 50 mm/s and 500 mm/s. At low speeds (<50 mm/s), there is a risk of ‘Stick-Slip’ (stuttering motion). This is mitigated by using high-quality grease and honed inner walls. At high speeds (>500 mm/s), internal air cushioning is mandatory to prevent end-cap impact.
Load Capacity (Radial vs. Axial)
Pneumatic cylinders are designed primarily for Axial (push/pull) loads. They are notoriously poor at handling Radial (side) loads. A side load forces the piston to drag against one side of the aluminum tube, causing ovalization. If side loads are present, we recommend integrating linear guides or consulting our Service Team for custom guided actuator solutions.
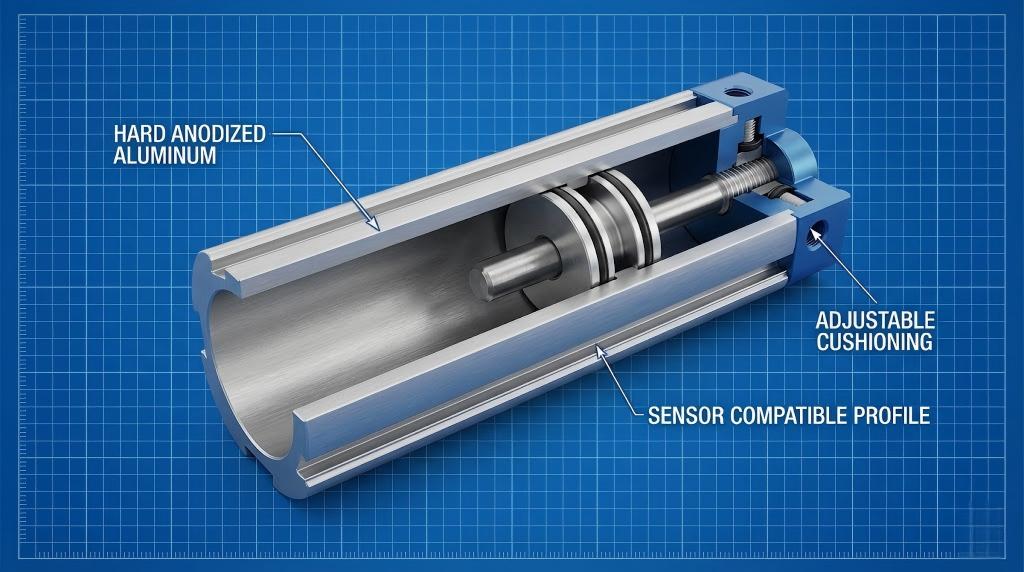
Surface Tech: Hard Anodizing & Honing
The raw aluminum alloy 6063 is relatively soft (Hardness ~70 Vickers). If a hard piston seal rubbed directly against raw aluminum, it would gouge the surface within hours. To prevent this, Anrele employs a dual-stage surface treatment process.
Inner Wall Honing (The Mirror Finish)
Before any coating is applied, the extruded aluminum tube undergoes Honing. This abrasive machining process removes extrusion lines and creates a precise cross-hatch pattern. The target roughness is Ra 0.4 µm. This is the ‘Goldilocks’ zone—smooth enough to reduce friction, but textured enough to retain the microscopic film of lubricant needed for the seals.
Hard Anodizing (Type III)
We do not use standard decorative anodizing. Industrial cylinder tubes undergo Hard Anodizing (Type III). This electrolytic process creates an oxide layer 25–50 microns thick with a hardness >400 Vickers. This ceramic-like layer makes the inner wall virtually wear-proof. Learn more about our finishing capabilities on our Services page.
Mounting and System Integration (ISO 15552)
One of the greatest advantages of modern aluminum cylinders is standardization. Anrele manufactures profiles that comply with ISO 15552 (formerly ISO 6431).
This standard ensures interchangeability. If you have a production line using Festo DSBC or SMC CP96 cylinders, you can replace them directly with an Anrele aluminum cylinder. Furthermore, our cylinders integrate seamlessly with Anrele Manifold Blocks for consolidated fluid control circuits.
Customization: Mickey Mouse vs. Round Profiles
Anrele offers various aluminum extrusion profiles to suit different OEM needs. As a provider of custom aluminum profiles, we can extrude the exact shape required for your machine.
| Profile Type | Description | Best Application |
| Mickey Mouse (DNC) | Complex profile with four lobes. Hides tie-rods inside. | Heavy Industry. Maximum rigidity and clean aesthetics. |
| Square (SI/SC) | Classic square profile with exposed corner tie-rods. | General Automation. Easy to disassemble and repair. |
| Round (Mini) | Simple cylindrical tube, often crimped. | Light Duty. Packaging and electronics assembly. |
| Compact (SDA) | Short, rectangular block profile. | Robotics/Grippers. Space-saving. |
Conclusion: Precision Actuation for Reliable Automation
The aluminum pneumatic cylinder is more than a commodity; it is a precision component where microns matter. From the specific chemistry of the 6063-T5 alloy to the electrochemical hardness of the anodized layer, every step in the manufacturing process is designed to fight friction, resist wear, and deliver consistent force.
Whether you need a standard ISO replacement or a custom extrusion profile for a unique actuator, Anrele’s engineering team is ready to deliver. Contact us today to discuss your automation requirements or request a quote for bulk cylinder tubing.
FAQ: Common Technical Questions
1. How do you select the correct aluminum pneumatic cylinder bore size?
Selection starts with the Force Requirement. Calculate the load, divide by your air pressure (usually 0.6 MPa), and apply a Safety Factor (1.4x for slow speed, 2x for high speed). Always round up to the nearest ISO standard bore.
2. What environments are aluminum cylinders best suited for?
They excel in standard industrial, indoor, and dry environments. The hard anodizing offers good corrosion resistance. However, for washdown food applications with caustic chemicals, stainless steel is preferred.
3. How long do aluminum pneumatic cylinders typically last (Cycle life)?
A high-quality aluminum cylinder with a honed (Ra 0.4) and hard-anodized surface should last between 3,000 km and 5,000 km of linear travel, provided the air supply is clean.
4. What is the difference between standard and hard anodized cylinder tubes?
Standard anodizing is thin (~10µm) and mostly for looks. Hard anodizing (Type III) is thick (~50µm) and harder than steel (>400 HV), creating a file-hard surface essential for resisting internal piston wear.
5. Can Anrele aluminum cylinders replace Festo or SMC equivalents?
Yes. If the cylinder series is based on ISO 15552, ISO 6432, or ISO 21287, our dimensions are standardized globally, allowing for drop-in replacement.
6. How does inner wall roughness (Ra) affect seal performance?
Surface roughness is critical. If too rough (>0.8µm), it slices the seal. If too smooth (<0.1µm), it causes ‘stick-slip’ due to lack of oil retention. We target Ra 0.2-0.4µm for optimal tribology.