Introduction:

When an engineer specifies an aluminum profile, they often focus entirely on the alloy (6063 vs. 6061) and the geometry (moment of inertia). The surface finish is frequently relegated to a mere footnote on the drawing: ‘Finish: Black.’ This lack of specification is a critical engineering error.
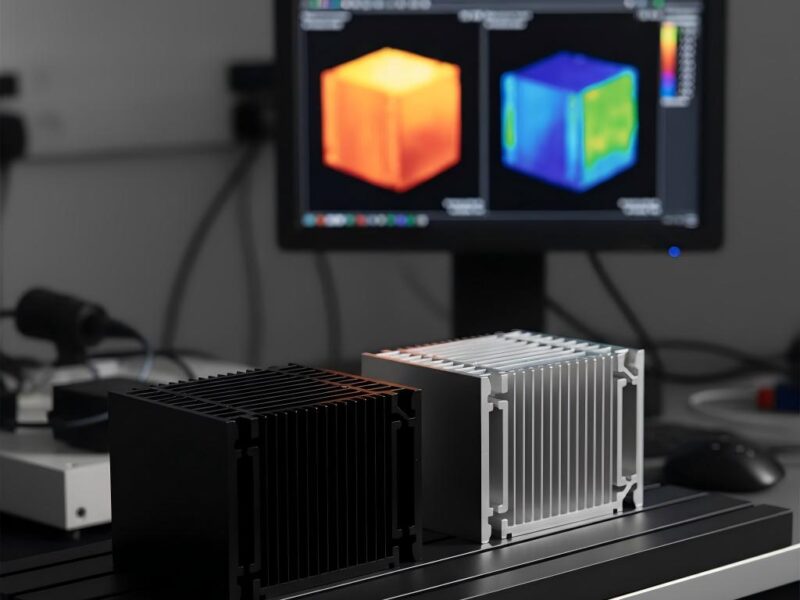
The surface treatment is not just cosmetic; it defines the lifespan of the part in a corrosive environment, its ability to dissipate heat, and its electrical conductivity. Choosing the wrong finish can lead to catastrophic failure. A standard powder coat on a high-performance heat sink can insulate the fins, trapping heat and frying the electronics. Conversely, using standard anodizing on a solar frame in a high-salt coastal zone can lead to pitting corrosion within two years.
In this comprehensive guide, the Anrele Engineering Team breaks down the physics and chemistry of the two dominant finishing technologies: Anodizing and Powder Coating. We will explore the thermodynamics of Black Anodizing, the failure modes of Filiform Corrosion, and how to interpret ISO testing standards to choose the right protection for your application.
1. The Physics of Anodizing: Growing a Ceramic Skin
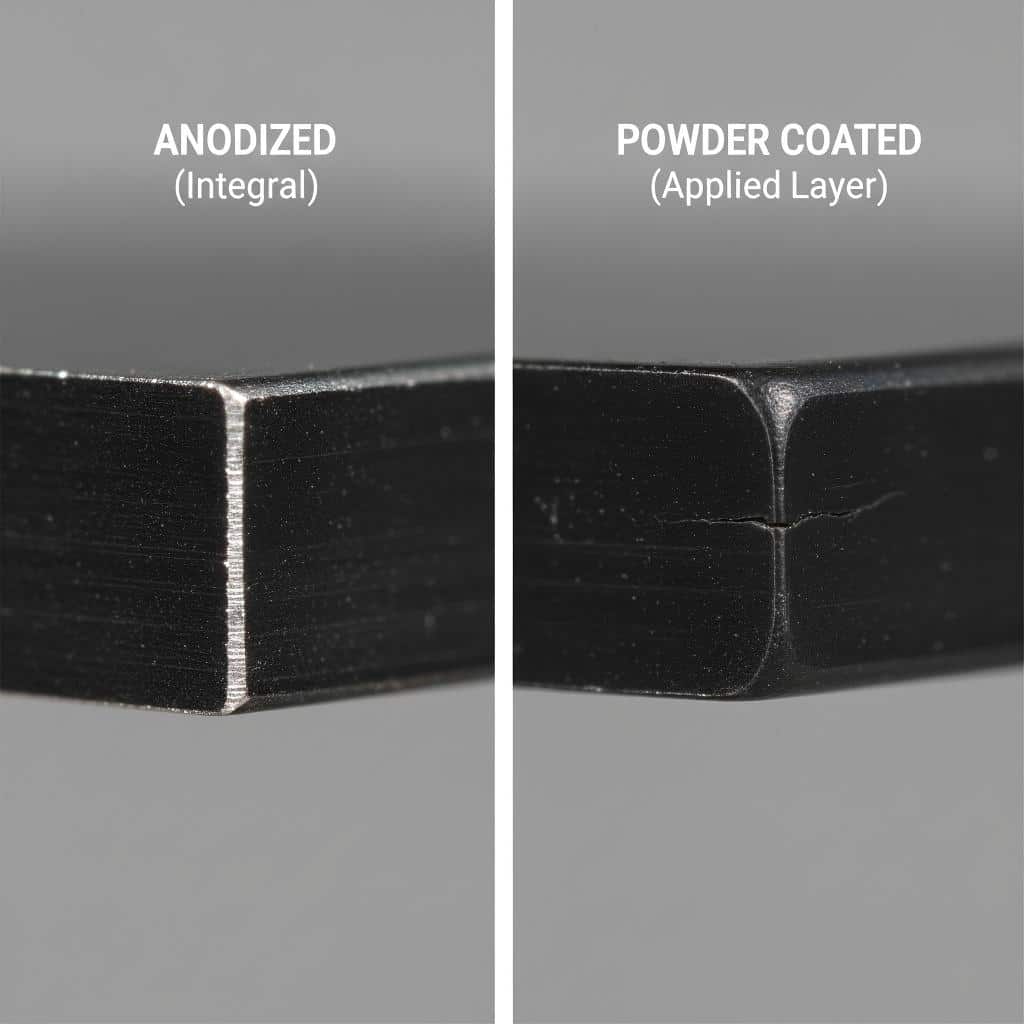
Anodizing is fundamentally different from painting. It is not a coating added to the surface; it is an electrochemical conversion of the aluminum surface *into* aluminum oxide (Al2O3).
The Electrochemical Mechanism
The aluminum profile is submerged in an acid electrolyte bath (typically Sulfuric Acid) and becomes the Anode (positive electrode). When current is applied, oxygen ions are released from the acid and combine with the aluminum atoms on the surface. Uniquely, this oxide layer grows 50% into the metal and 50% out of the metal. This integral molecular bond means anodizing cannot peel, flake, or chip like paint.
The Pore Structure & Sealing
As the oxide layer grows, it forms a hexagonal honeycomb structure with billions of microscopic pores.
- Dyeing: These pores are what allow us to color the aluminum. We inject organic or inorganic dyes (Black, Blue, Gold) into these open tubes.
2. Sealing (The Critical Step): If left open, the pores would absorb dirt and grease. The profile is submerged in boiling deionized water or Nickel Acetate solution. The oxide absorbs water molecules (hydration), swelling to close the pore openings and locking the dye inside. Engineering Note: If sealing is poor (failed ‘Dye Spot Test’), the anodizing will feel sticky and corrode rapidly.
2. The Chemistry of Powder Coating: Electrostatic Armor
Powder coating is a ‘barrier’ technology. It applies a thick polymer resin layer over the metal surface.
The TGIC vs. Primid Chemistry
The powder consists of resin, pigment, and a curing agent.
- TGIC (Triglycidyl Isocyanurate):The traditional hardener. Offers excellent chemical resistance and UV stability. However, it is being phased out in Europe due to toxicity concerns.
2. Primid (HAA): The modern eco-friendly alternative. It offers similar performance but requires tighter oven temperature control to prevent pinholing.
The Faraday Cage Effect
Powder is applied via an electrostatic gun. The particles are negatively charged, and the grounded aluminum attracts them. However, physics introduces a challenge: The Faraday Cage Effect. If you have a profile with a deep, narrow channel (like a heat sink fin), the electrical field cannot penetrate the bottom of the groove. The powder will build up on the edges but leave the bottom bare. This is why powder coating is often unsuitable for high-density heat sinks.
3. Pre-Treatment: The Invisible Foundation
90% of coating failures (peeling, bubbling) are due to poor pre-treatment, not the coating itself. You cannot paint over dirt, oil, or aluminum oxide.
Step 1: Alkaline Etching:The profile is dipped in hot Caustic Soda (Sodium Hydroxide). This dissolves the natural oxide layer and removes extrusion die lines, creating a uniform matte surface. Step 2: Desmutting: Etching leaves a black ‘smut’ (residue of alloying elements like Copper/Silicon) on the surface. An Acid bath (Nitric Acid) removes this smut. Step 3: Conversion Coating (Chromating): This is the glue. Traditionally, Hexavalent Chrome was used (carcinogenic). Anrele uses modern Titanium/Zirconium-based Chrome-Free passivation. This creates a nanometer-thin chemical layer that chemically bonds with both the aluminum and the powder paint.
4. Deep Dive: Black Anodizing and Thermal Emissivity
One of the most persistent engineering myths is: ‘Don’t paint the heat sink, it will insulate it.’ While true for thick powder coats (which act as thermal blankets), it is false for black anodizing. In fact, black anodizing significantly improves cooling.
The Physics of Emissivity:
Heat leaves a heat sink via Convection (Air) and Radiation (Infrared). • Bare Aluminum: Emissivity approx 0.05. It acts like a mirror, reflecting heat back inside. • Black Anodized Aluminum: Emissivity approx 0.85. It acts like a black body radiator, emitting heat energy.
The Calculation: According to the Stefan-Boltzmann Law, radiated power is linearly proportional to emissivity. In a Natural Convection environment (no fan), radiation accounts for 15-20% of the total cooling. Switching from bare to black anodized can lower the component temperature by **3 to 5 degrees C, which can double the life of a capacitor or IGBT.
5. Engineering Comparison: Anodizing vs. Powder Coating
| Feature | Anodizing (Type II) | Powder Coating (Polyester) | PVDF (Kynar 500) |
| Film Thickness | 10 – 25 micron | 60 – 100 micron | 30 – 50 micron |
| Hardness | Very Hard (Ceramic) | Medium (Polymer) | Medium |
| Corrosion (Salt Spray) | ~336 Hours | ~1,000 Hours | ~4,000 Hours |
| Heat Dissipation | **Excellent (High Emissivity)** | Poor (Insulator) | Poor |
| Electrical | Insulator (Dielectric) | Insulator | Insulator |
| Wear Resistance | High (No scratching) | Medium | Medium |
| Cost | Moderate | Low (Volume) | High |
6. Failure Modes Analysis
Understanding how finishes fail helps you choose the right one.
1. Crazing (Anodizing): A network of fine cracks in the oxide layer. Cause: Thermal mismatch. Aluminum expands 5x more than Aluminum Oxide when heated. If an anodized part is heated >80 degrees C, the oxide ‘skin’ cracks. **Fix:** Use thinner anodizing coatings or specialized hot-water sealing for high-temp applications.
2. Filiform Corrosion (Powder Coat): Worm-like tracks of corrosion spreading under the paint. **Cause:** A chip or scratch exposes the metal. Salt enters, and corrosion travels underneath the paint film. **Fix:** Proper Chrome-free conversion coating prevents the corrosion from spreading beyond the scratch.
3. Orange Peel (Powder Coat): A wavy, textured surface finish. Cause: The powder did not flow out smoothly in the oven (bad leveling), or the coating is too thick. Fix: Adjust gun voltage and oven ramp-up temperature.
7. Quality Assurance: ISO Standards
At Anrele, we validate our finishes using international standards.
ISO 9227 (Salt Spray Test): Samples are placed in a chamber with 5% NaCl saline fog at 35 degrees C. We test anodizing for 336 hours and powder coating for 1000+ hours. Success means no blistering or creep from scribe.
ISO 2360 (Eddy Current Thickness): Non-destructive measurement of coating thickness. We verify every batch to ensure it meets the spec (e.g., AA15 for anodizing).
ISO 2409 (Cross-Hatch Adhesion): We cut a grid pattern into the paint and apply tape. When ripped off, 0% of the paint should detach (Class 0).
8. Extended FAQ: Surface Finish
Q1: Is anodized aluminum conductive?
A: NO.Aluminum oxide is an excellent dielectric insulator (breakdown voltage ~20-40V per micron). You must mask contact points for grounding.
Q2: Can you powder coat over anodizing?
A: Yes. Anodizing creates a porous, clean surface that is an excellent primer for powder coating, often called a ‘Duplex System’ for extreme marine protection.
Q3: Which finish is better for machining?
A: Neither. You should machine *before* finishing. If you machine an anodized part, you expose raw aluminum which will corrode.
Q4: Is there a color limit for anodizing?
A: Yes. Anodizing relies on dyes. Light colors (yellow, light blue) are hard to keep consistent. White anodizing is impossible (it’s actually physically impossible due to pore size vs pigment size). For White, you must use Powder Coating.
Conclusion
The surface finish is not just the ‘skin’ of your product; it is its armor against the elements. For thermal performance and sliding wear, Anodizing is the engineering choice. For chemical resistance, impact durability, and color matching, * Powder Coating reigns supreme.
At Anrele, we operate vertically integrated finishing lines to control every step from the etch tank to the curing oven, ensuring your profile lasts as long as your design.
Need to feel the quality? Request our Aluminum Surface Finish Sample Ring to compare Sandblasted Anodizing vs Matte Powder Coating.